Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Структура технологических операций
Производительность технологических операций в значительной степени зависит от их структур, определяемых количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка), количеством инструментов, используемых при выполнении операции (одно- или многоинструментная обработка), и последовательностью работы инструментов при выполнении операции.
Последовательное вступление инструментов в работу или последовательное расположение нескольких заготовок в приспособлении по направлению движения подачи характеризует структуру операции с последовательной обработкой.
При параллельном расположении обрабатываемых заготовок в приспособлении (т. е. при их расположении перпендикулярно к направлению движения подачи) и при одновременной обработке нескольких поверхностей одной или нескольких заготовок формируется структура операции с параллельной обработкой.
При многоместной обработке заготовок, расположенных в приспособлении в несколько рядов вдоль и поперек движения подачи, операция характеризуется как операция с параллельно-последовательной обработкой.
Одноместная и последовательная обработка одним или несколькими сменяемыми инструментами не дает возможности совмещения основного времени обработки отдельных поверхностей и отдельных переходов.
(См.рисунки ниже)
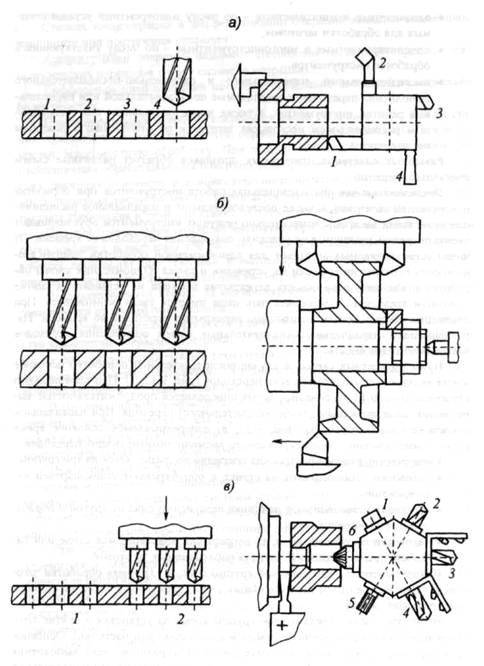
Рисунок 2 – Схемы одноместной обработки:
- с последовательным (а);
- параллельным (б);
- параллельно-последовательным (в) выполнением переходов.
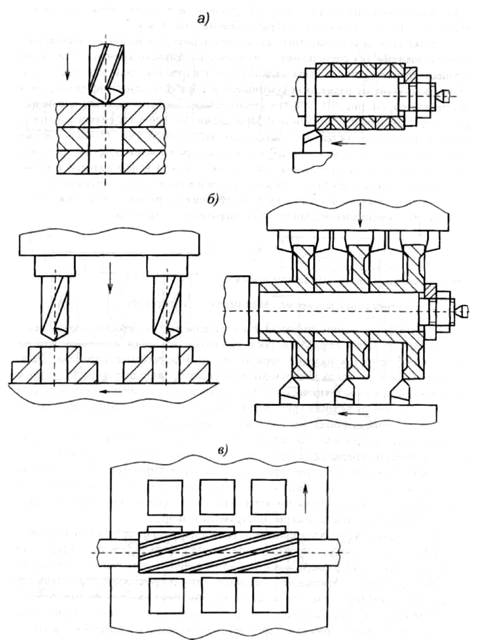
Рисунок 3 – Схемы многоместной обработки с одновременной установкой заготовок с
- последовательным (а);
- параллельным (б);
- параллельно-последовательным (в)выполнением переходов.
Многоместные схемы обработки дают возможность совмещения как основного, так и вспомогательного времени, поэтому они обеспечивают достижение наивысшей производительности.
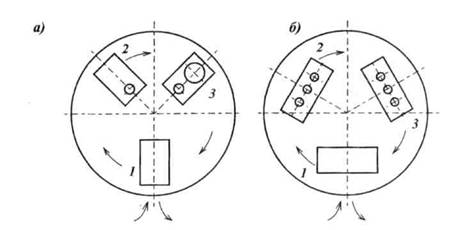
Рисунок 4 – Схемы многоместной обработки с раздельной установкой
заготовок:
а) последовательная обработка:
1 – позиция загрузки и съёма заготовки;
2 – позиция сверления малого отверстия;
3 – позиция сверления большого отверстия;
б) параллельно-последовательная обработка:
1 – позиция загрузки и съёма заготовки;
2 – позиция сверления;
3 – позиция зенкерования
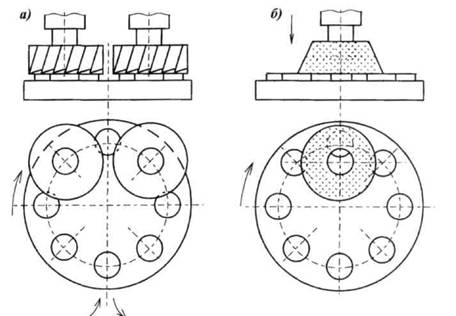
Схемы многоместной обработки на непрерывно вращающемся столе с непрерывной (а) и периодической (б) установкой заготовок
запись содержания операции по ГОСТ 3.1709-79
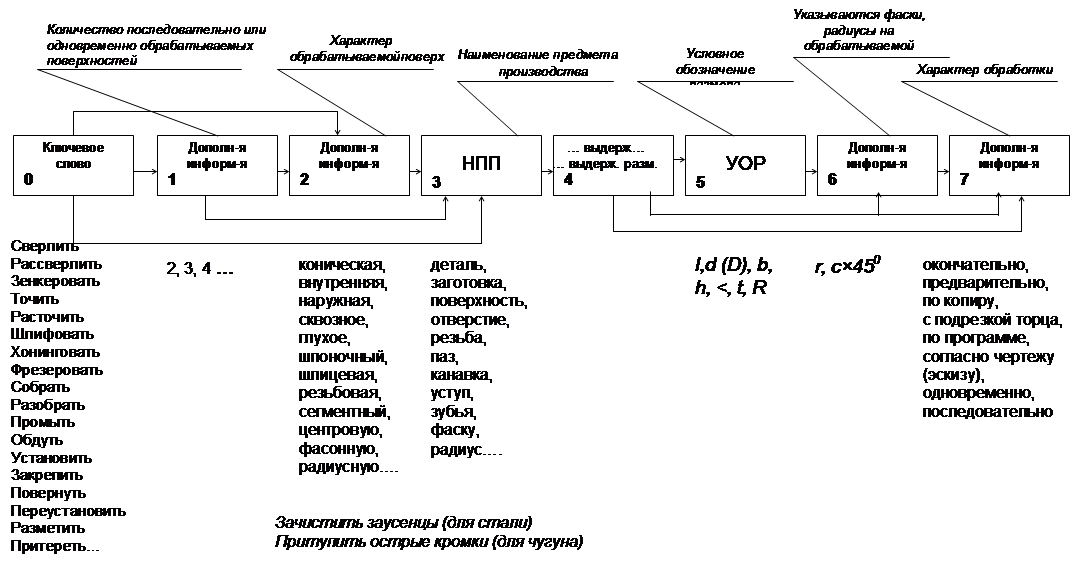 |
 1. Сверлить 2 глухих отверстия, выдерживая, d = 8+0,2; d1=35±0,1; h=12 мм согласно эскизу
1. Сверлить 2 глухих отверстия, выдерживая, d = 8+0,2; d1=35±0,1; h=12 мм согласно эскизу
 | |||||||||||
 |  |  |  |  |
2. Расточить внутреннюю поверхность, выдерж. разм. Ø 40-0,34; Ø 20 (+0,5; -0,3); r=1,5 мм окончательно
 |  |  |  |  |  | |
Date: 2015-07-27; view: 1276; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |