Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Режущий инструмент, применяемый на этих станках
Технические параметры станка
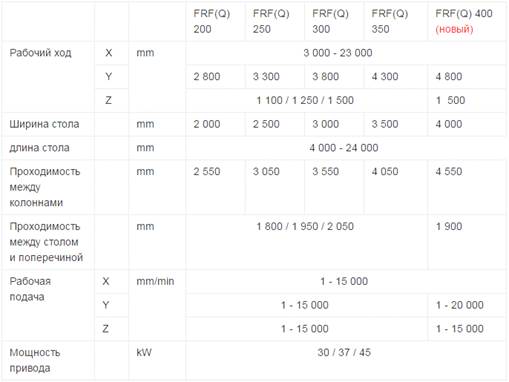
X = продольный, Y = поперечный, Z = вертикальный;
Q = вертикальный
Режущий инструмент, применяемый на этих станках.
Фреза — это вид металлорежущего инструмента, который работает за счет вращательно-поступательном движений и предназначен для изменения формы заготовки. Фрезы по металлу разделяются на множество категорий в зависимости от геометрии и назначения фрезы. Самыми распространенными на этом станке являются фрезы: концевые, торцевые, угловые, шпоночные.

Сверло́ — режущий инструмент с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения не сквозных углублений. Наибольшее применение имеют шнековые, спиральные и центровочные сверла.
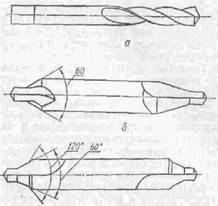 Сверла центровочные:
Сверла центровочные:
а) простые;
б) комбинированные;
в) комбинированныес предохранительнымконусом;

Шнековое сверло.

Спиральные сверла.
Зенкер - многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкерование является получистовой обработкой резанием.
Зенкеры бывают с припуском для последующего развертывания (зенкер N1) или с квалитетом H11 (зенкер N2).
Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
· Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
· Калибрование отверстий: для болтов, шпилек и другого крепежа.
Зенкерование является точной операцией механической обработки и требует высокой мощности, соответственно, является машинной операцией и выполняется на данном станке.
Основные виды зенкеров, применяемые на этом станке:
· Зенкеры машинные цельные с метрическим конусом либо конусом Морзе;
· Зенкеры насадные.
При зенкеровании широко применяются смазочно-охлаждающие вещества.
Зенкеры насадные:
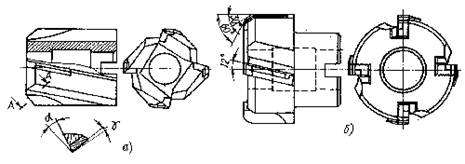
а) - с напаянными пластинами из твердого сплава,
б) - с механическим креплением ножей, оснащенных пластинами из
твердого сплава.
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками.
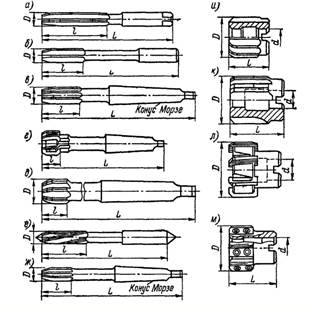
Развертки, применяемые на этом станке:
· Машинные с цилиндрическим хвостовиком.
· Машинные с коническим хвостовиком.
· Машинные насадные (для установки на соответствующую оправку, обычно для инструмента больших размеров).
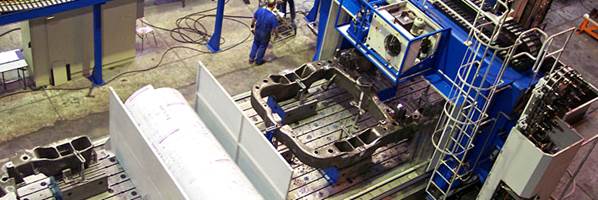
3.Типы деталей, обрабатываемых на станках данного типа.
Станок предназначен для выполнения операций фрезирования, сверления, расточки, резьбонарезания в различных литых и сварных корпусных деталях (плиты, траверсы, картеры, редукторы и т.д), а также в других металлоконструкциях, где требуется точное взаимное расположение различных поверхностей (в т.ч. криволинейных) в разных плоскостях (штампы, прессформы, общемашино-строительные и строительные конструкции и т.д.). Представленный станок предназначен для обработки тяжёлых, фасонно сложных заготовок больших размеров, которые можно обрабатывать пятью непрерывно управляемыми осями.
Этот современный обрабатывающий центр с передвижным порталом предназначен для обработки заготовок сложной конфигурации при производстве форм, штампов, прессовочного инструмента, или же для обработки очень сложных заготовок больших размеров из различных типов материалов, включая высоколегированные марки сталей.
Основная функция станка – изготовление широких и узких медных стенок кристаллизаторов машин непрерывного литья заготовок.



· Установка, базирование и выверка детали. Способы крепления и крепежные приспособления.
Базирующие устройства служат для обеспечения качественной обработки детали – с их помощью осуществляется ориентирование, базирование и закрепление заготовки в нужном положении относительно рабочих органов станка. Ориентирование заготовки производится вручную или специальным ориентирующим устройством: винтовыми роликами, диском, отклоняющим щитком.
Базирование – ответственный этап механической обработки, так как качество его выполнения определяет точность обработанной детали. Правильная взаимная ориентировка детали и рабочих инструментов в станке определяется назначением технологических баз. Технологическая база – это совокупность базирующих поверхностей, используемых для придания заготовке заданного положения относительно режущего инструмента.
Обрабатываемые детали бывают прямолинейные с профильным поперечным сечением, в виде тела вращения или сложной пространственной формы. Базирующими поверхностями призматической заготовки являются ее пласть, кромка и торец, которые соответственно называются главная, направляющая и упорная поверхности. При базировании эти поверхности соприкасаются с опорными элементами станка. В зависимости от вида контакта заготовки с элементами различают подвижное и неподвижное базирование.
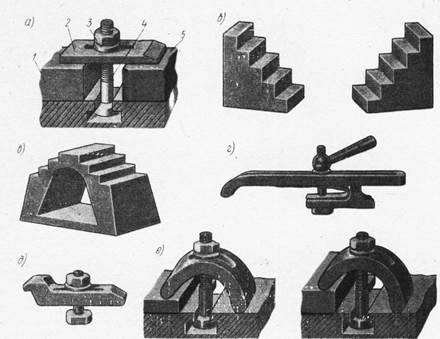
При подвижном базировании заготовка находится с опорным элементом в состоянии подвижного контакта. При неподвижном базировании заготовка в процессе обработки неподвижна относительно опорных элементов станка.
Элементы базирования деталей бывают разных конструкций. Это столы, направляющие линейки, упоры, патроны, планшайбы токарных станков.
Столы для неподвижного базирования деталей представляют собой массивные плиты с плоской рабочей поверхностью. Стол для подвижного базирования детали должен иметь гладкую поверхность с низким коэффициентом трения. Кромка стола, примыкающая к режущему инструменту, в процессе эксплуатации обычно изнашивается и эту часть стола обычно оснащают съемной стальной накладкой. На столе монтируют направляющие линейки или угольники.

Иногда столы оснащают роликами или делают в виде роликового конвейера. Если ролики приводные, то они являются не только установочными элементами, но и служат средством для транспортировки деталей.
В зоне движения режущего инструмента на столе монтируют деревянную плиту с пазом, которая обеспечивает устойчивое положение отпиливаемых кусков материала.
Направляющие линейки станков исполняются в виде бруса с гладкой поверхностью. Концы линейки, обращенные к пиле, оснащают съемными накладками. Иногда направляющие линейки оснащают вращающимися роликами, что снижает сопротивление подачи обрабатываемого материала.
Упоры служат для точного базирования детали по длине. Они бывают утапливаемыми и откидными. Упор должен иметь достаточную жесткость, иначе при повторяющихся ударных нагрузках он может сместиться, что приведет к браку.
Правильное положение заготовки относительно стола и направляющей линейки при проходной обработке достигается боковым и верхним прижимами. Прижимы делают в виде колодки, подпружиненного башмака, или гибких пластин со скользящей рабочей поверхностью. Для уменьшения трения скольжения применяют роликовый прижим.
На станках с поперечной подачей деталей прижимное устройство выполняют в виде двух параллельных агрегатов, оснащенных бесконечными клиновыми ремнями. Ремни приводятся в движение силами трения о заготовку. Натяжение ремня можно регулировать, смещая ось шкива относительно корпуса прижима.
Date: 2015-08-15; view: 457; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |