Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
нормировочные данные обработки детали
| операции | Наименование операции | Применяемое оборудование |  в мин. в мин.
|  в мин. в мин.
|  не пер. в мин не пер. в мин
|
пер. в мин.
|  в мин.
в мин.
|  в мин
в мин
|  в мин.
в мин.
| разряд работы |
Остальные исходные данные помещаются в приложении в конце работы.
3. Технологическая часть проекта.
3.1. Определение такта выпуска.
Такт потока – расчетная длительность равных промежутков рабочего времени между выпуском с поточной линии следующих друг за другом изделий.
Величина расчетного такта работы поточной линии определяется (с точностью до третьего знака после запятой) по следующей формуле:
 (3.1)
(3.1)
Где: В – годовая производственная программа выпуска изделий, шт;
 - действительный годовой фонд времени работы оборудования, мин.
- действительный годовой фонд времени работы оборудования, мин.
 (3.2)
(3.2)
Где:  - коэффициент, учитывающий простои оборудования в плановых ремонтах: для металлорежущего оборудования универсального весом до 10 т -
- коэффициент, учитывающий простои оборудования в плановых ремонтах: для металлорежущего оборудования универсального весом до 10 т -  = 0,97; для уникального =0,94; для автоматических линий =0,9;
= 0,97; для уникального =0,94; для автоматических линий =0,9;
 = количество рабочих дней в году;
= количество рабочих дней в году;  =8,2 – продолжительность рабочей смены, час; S – количество смен.
=8,2 – продолжительность рабочей смены, час; S – количество смен.
3.2. Определение количества оборудования (рабочих мест) по операциям и их загрузке.
Расчетное количество оборудования (рабочих мест) поточной линии « » определяется для каждой операции по формуле:
» определяется для каждой операции по формуле:
 ; (3.3)
; (3.3)
Где:  - расчетное количество станков (рабочих мест) на i-ой операции,
- расчетное количество станков (рабочих мест) на i-ой операции,  - норма штучного времени i-ой операции, мин/шт.; r – расчетный такт поточной линии, мин/шт.
- норма штучного времени i-ой операции, мин/шт.; r – расчетный такт поточной линии, мин/шт.
Если на операции (на станке или рабочем месте) обрабатывается одновременно несколько деталей (обработка пакетами), то при определении количества оборудования на этой операции в знаменатель формулы [3.3] вводится показатель « », характеризующий количество одновременно обрабатываемых деталей.
», характеризующий количество одновременно обрабатываемых деталей.
Полученное расчетное число рабочих мест (оборудования) может быть дробным. В этом случае «» округляется до ближайшего целого числа, чем и определяется принятое количество рабочих мест (оборудования) « »для заполнения данной операции.
»для заполнения данной операции.
Загрузка оборудования во времени по каждой операции определяется как отношение расчетного к принятому количеству единиц оборудования:
 ; (3.4.)
; (3.4.)
Технологический процесс может выполняться на автоматической линии с жесткой связью или в поток встроены автономные автоматические линии. В этом случае, для определения коэффициента или количества загрузки одноименно параллельно работающих автоматических линий каждая из них условно принимается за один станок. Если технологический процесс выполняется на автоматической линии, разделенной на участки с накопителями, то каждый участок от накопителя до накопителя принимается условно за один станок. Штучное время в формуле (3.3) будет соответствовать станкоемкости операции по лимитирующей позиции встроенной автоматической линии или участка, заключенного между двумя смежными накопителями.
Результаты расчетов заносятся в соответствующие колонки таблицы 2.
Таблица 2.
Количество единиц оборудования (рабочих мест)
| № операции | 
| 
| 
|
По данным таблицы 3.1 определяют коэффициент загрузки оборудования по линии и участку в целом:
 ; (3.5)
; (3.5)
Где: m – количество операций на линии;
 - коэффициент загрузки оборудования участка или линии, как правило, должен быть в пределах 0,75 – 0,8;
- коэффициент загрузки оборудования участка или линии, как правило, должен быть в пределах 0,75 – 0,8;
Если коэффициент загрузки , меньше этой величины, то следует предусмотреть (по согласованию с руководителем) в проекте мероприятия по дозагрузке линии на основе технико-экономического анализа.
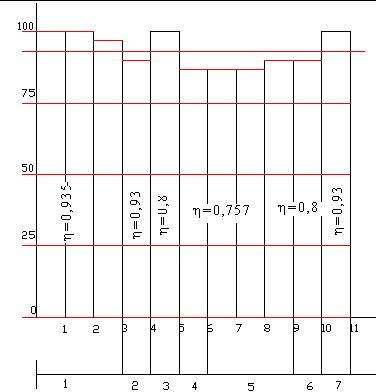
Используя данные таблицы 2, строят график загрузки оборудования во времени по образцу, представленному на рис.1.
Данный график построен при условии загрузки станков по отдельным операциям.


№станка по плану
№операции
Рис.1. График загрузки оборудования во времени.
3.3. Составление ведомости оборудования.
После расчета количества и коэффициента загрузки оборудования по операциям и построения графика загрузки оборудования участка составляется ведомость оборудования по форме, представленной в таблице 3.
Таблица 3.
| № операции | Наим. и тип обор-я | Принятое кол-во обор-я | Стоимость обор-я., в руб. | Суммарная мощность электродвигателей, в кВт | Категория ремонтной сложности | Габаритные размеры (длина и ширина), в м. | Вес, в т. |
Примечание:
2. В колонках 4,5,6 и 8 в числителе указываются стоимостные и технические данные единицы оборудования, а в знаменателе – суммарная величина по каждой операции. Последняя строка таблицы – итоговая.
3. Для действующего оборудования учитывается его балансовая стоимость, а новое оборудование оценивается по соответствующим прейскурантам с учетом затрат на транспортировку, монтажные и наладочные работы, которые принимаются в размере 15% от его цены.
4. Установленная мощность электродвигателей, категории ремонтной сложности и габаритные размеры оборудования берутся из следующих источников: 1) курсового проекта по технологии машиностроения; 2) единой системы ППР технологического оборудования машиностроительных предприятий; 3)типовых технологических процессов механической обработки деталей; 4) прейскуранта на металлорежущие станки.
3.4. Определение времени на выполнение задания за период установленного регламента.
Для обрабатывающих цехов массового и крупносерийного производства наиболее характерны однопредметные прерывно-поточные линии.
Производственный процесс на прерывно-поточной линии не синхронизирован, т.е. не все операции по продолжительности равны или кратны такту. Работа на таких линиях организуется с определенной периодичностью повторения всех составляющих процесса (периодом оборота), значительно превышающей такт линии. На линии допускаются некоторые простои оборудования при максимальном использовании рабочего времени производственных рабочих и дополнительные, меняющиеся в течение периода оборота заделы между смежными операциями (оборотные заделы). В перечень операции должны войти все операции, включая термические, контрольные и транспортные, если они имеют самостоятельные значения.
Кроме того, для обеспечения полной загрузки производственных рабочих применяется многостаночное обслуживание и последовательное совмещение профессий. При этом учитываются следующие важнейшие факторы технологического, организационного и экономического характера:
а) сложность технологического процесса;
б) максимальная близость разряда работ и профессий по операциям, где используется последовательное совмещение профессии и многостаночное обслуживание;
в) удобство перехода от одного станка к другому;
г) удобство календарного режима работы многостаночника;
д) возможность накопления задела по определенной паре смежных операций.
Очень важно знать численное значение максимального межоперационного периода, так как она определяет требуемую мощность накопителей (бункерных устройств), широко используемых на таких линиях.
Часто для уменьшения максимального размера межоперационного задела непрерывную работу по той или иной операции заменяют прерывной работой в течение некоторых интервалов времени. Все это находит отражение в графике-регламенте работы линии, при разработке которого особое внимание уделяют выбору оптимальной продолжительности периода установленного регламентом, « ».
».
Величина «» должна обеспечивать минимальный размер оборотных заделов и более полное использование оборудования по времени.
При организации массового поточного и автоматизированного производства период устанавливаемого регламента «» определяется в зависимости от массы и габаритов обрабатываемого изделия, принятого режима работы и периода стойкости лимитирующих режущих инструментов, совмещая их замену с плановыми перерывами на отдых.
В связи с этим период установленного регламента может быть принят:
= 2 ч, если режимом работы участка предусмотрены шестиминутные перерывы на отдых и замену инструмента;
= 4 ч, при отсутствии перерывов;
= 8 ч, если период стойкости лимитирующего инструмента превышает продолжительность рабочей смены.
Время на выполнение задания « » одним станком каждой операции за период установленного регламента «» определяется по формуле:
» одним станком каждой операции за период установленного регламента «» определяется по формуле:
 , (3.6.)
, (3.6.)
Где кроме указанных величин, - количество одновременно обрабатываемых на станке деталей.
3.5. Построение графика-регламента работы оборудования поточной линии в заданный период.
3.5.1. График-регламент должен быть построен так, чтобы обеспечить минимальную величину незавершенного производства и наиболее и наиболее высокую производительность труда рабочих (принятое решение должно вытекать из обоснованного сравнения различных вариантов).
3.5.2. Время « » занятости станка выполнением задания на данной операции в период установленного регламента изображается на графике в выбранном масштабе сплошной прямой линией (форма графика-регламента приводится в примере на рис.2.). Если на операции занято несколько станков-дублеров, то время работы каждого из них изображается на графике отдельной линии. При большом количестве занятых станков-дублеров на операции, начинающих и заканчивающих работу одновременно, допускается отображать их на графике одной более жирной линией с указанием над ней количества работающих станков.
» занятости станка выполнением задания на данной операции в период установленного регламента изображается на графике в выбранном масштабе сплошной прямой линией (форма графика-регламента приводится в примере на рис.2.). Если на операции занято несколько станков-дублеров, то время работы каждого из них изображается на графике отдельной линии. При большом количестве занятых станков-дублеров на операции, начинающих и заканчивающих работу одновременно, допускается отображать их на графике одной более жирной линией с указанием над ней количества работающих станков.
3.5.3. За каждым рабочим (оператором) закрепляются отдельные рабочие места и операции. На всех операциях, выполняемых на поточной линии, где оборудование загружено полностью, количество рабочих – операторов определяется по числу станков (рабочих мест) с обязательным учетом возможности организации многостаночного обслуживания и наиболее эффективного использования производственной мощности оборудования.
3.5.4. Если на ряде операций расчетное количество станков меньше принятого и нет возможности организовать многостаночную работу, т.е. машинное время меньше ручного, то поступают следующим образом:
а) за каждым станком рассматриваемой операции закрепляют рабочего;
б) недогружают один станок при полной загрузке остальных;
в) определяют возможность перехода рабочего с недогруженного станка данной операции на другой недогруженный станок какой-либо операции в соответствии с принятым периодом оборота с учетом регламентации подачи деталей на сборку.
3.5.5. При организации многостаночной работы поступают следующим образом: время «», рассчитывается по формуле (3.6.), делят на количество станков дублеров i-ой операции, обслуживаемых одним рабочим, и в выбранном ранее масштабе изображают их работу в соответствии с пунктом 3.5.2.
3.5.6. Если некоторые рабочие все же оказываются недостаточно загруженными, то путем соответствующего подбора дополнительной работы по данной поточной линии (или других линий) обеспечивается более полная загрузка их в течение рабочего времени.
3.5.7. График-регламент работы поточной линии в дальнейшем используется для построения эпюр внутрилинейных оборотных заделов, предназначенных для компенсации разности производительности оборудования смежных операций и расчета их величины.
3.6. расчет межоперационных рабочих заделов и построение эпюр и изменения.
3.6.1. Оборотные заделы образуются на прерывно-поточных не синхронизированных линиях как результат разной производительности оборудования, работающего на смежных операциях. В непрерывно-поточном производстве оборотные заделы отсутствуют.
3.6.2. Для расчета и построения эпюр межоперационных заделов определяется количество и величина периодов с неизменным числом работающих станков на смежных i-ой и j-ой операциях « ». Количество и величина определяется по графику - регламенту.
». Количество и величина определяется по графику - регламенту.
После определения для каждой пары смежных операций рассчитывается размер максимального оборотного задела в каждый период по формуле:
 , шт. (3.7.)
, шт. (3.7.)
Где:  - размер максимального оборотного задела между двумя смежными не синхронизированными
- размер максимального оборотного задела между двумя смежными не синхронизированными  операциями в каждый период, шт.;
операциями в каждый период, шт.;
- каждый период, в течение которого число станков на смежных операциях остается неизменным, мин/станок;
 - принятое число станков, работающих в период на этих операциях;
- принятое число станков, работающих в период на этих операциях;
и  - норма штучного времени данных смежных операций, мин/шт.
- норма штучного времени данных смежных операций, мин/шт.
Задел со знаком плюс означает возрастание величины оборотного задела за период , вызванное тем, что предыдущая i-я операция выпускает больше изделий, чем может обработать последующая j-я операция.
Задел со знаком минус означает убывание его величины, поскольку предыдущая операция выпускает меньше изделий, чем это необходимо для обеспечения непрерывной работы оборудования последующей операции. Следовательно, перед j-ой операцией необходимо иметь оборотный задел, определяемы по формуле (3.7.) величины.
Расчет оборотных заделов по формуле (3.7.) может производится только после составления графика – регламента работы линии, рабочих совместителей и определения периода .
3.6.3. Расчет такта, количества оборудования и его нагрузки, посторенние графика-регламента поточной линии и рабочих, а также расчет величины, размещения и движения заделов рассмотрим на условном примере обработки коромысла клапана, двигателя автомобиля ЗИЛ-130.
Таблица 4.
| № операции | Наименование операции | Применяемое оборудование | Станкоемкость, машинное время, мин. | Трудоемкость, мин. | Разряд работы. |
| Предварительная обработка торцов ступицы, предварительная и окончательная обработка отверстия под втулку, запрессовывание втулки и раскатывание отверстия во втулке, обработка бобышки и отверстия под регулировочный винт. | 10- позиционная автоматическая линия из восьми агрегатных станков. | 0,14 | 0,14 | ||
| Протягивание радиусной поверхности | Горизонтально-протяжной станок непрерывного действия модели 7583 |

| 0,07 | ||
| Закаливание радиусной поверхности ТВЧ | Закалочный полуавтомат по типу модели ЗИЛ | 0,06 | 0,06 | ||
| Шлифование торцов бабышки | Плоскошлифовальный полуавтомат непрерывного действия с круговым столом и двумя вертикальными шпинделями мод. 3772Б |

| 0,07 | ||
| Растачивание отверстия во втулке под ось коромысел. Одновременно обрабатывается 3 детали. | Алмазно-расточной горизонтальный двухсторонний полуавтомат повышенной точности мод. 2706И с автоматической подрегулировкой резца. |

| 0,17 | ||
| Шлифование радиусной поверхности. Одновременно обрабатывается 32 детали. | Плоскошлифовальный станок мод. 3Б722 |

| 0,12 | ||
| Зачистка заусенцев и притупление острых кромок | Виброабразивная установка мод. 1539 | 0,07 | 0,07 | ||
| Промывка деталей и продувка сжатым воздухом | Моечная машина проходного типа. | Объединена с операцией 7 | |||
| Контроль |
Годовая программа выпуска В=3200000 шт.
Действительный годовой фонд времени работы оборудования:

Определение такта поточной линии:
 .
.
Таблица 5.
Расчет количества оборудования и его загрузки по формулам
(3.3. и 3.4.) при  для всего оборудования участка.
для всего оборудования участка.

|
| 
|
| 
| |
| 
| |
| 
| |
| 
| |
| 
| |
| 
| |
| 
|
 .
.
Учитывая, что обрабатываемая деталь мелкая, принимаем период установленного регламента (обслуживания) линии «» равным длительности полсмены, т.е. = 246 мин.
Определение времени, необходимого для выполнения полусменного задания «» на каждой операции, производим по формуле (3.6.):
 ;
;  мин;
мин;
 мин;
мин;  мин;
мин;  мин,
мин,  мин;
мин;  мин.
мин.
По данным расчета продолжительности полусменного задания на каждой операции строится график работы станков в течение периода «» и целесообразный регламент перехода рабочего с одного недогруженного станка на другой.
График-регламент работы оборудования и рабочих на поточной линии строится по форме, представленной на рис.2.
Определяется число периодов «» и их величина, в течение которых количество станков на смежных операциях не меняется.
Таких периодов в течение полусмены в принятом регламенте работы будет:
Между первой и смежной с ней второй операциями – один период, т.е. с начала смены в течение 229,6 минут количество станков на рассматриваемых смежных операциях не изменилось;
Между второй и третьей операциями – 2 периода.
На этих операциях с начала смены работает по одному станку и в течение 196, 8 мин. их количество не меняется. Следовательно, это будет первый период  мин, а второй:
мин, а второй:  мин, в течение которого количество станков также не изменяется, хотя
мин, в течение которого количество станков также не изменяется, хотя  .
.
Между третьей и четвертой операциями согласно графику также будет два периода:
 ;
;  .
.
Между 4 и 5 операциями – три периода:

Между 5 и 6 операциями – три периода:

Между 6 и 7 – четыре периода:

Расчет максимальной величины внутрилинейных оборотных заделов между смежными не синхронизированными операциями, выполняемыми на поточной линии, производится по формуле (3.7.).
Задел между первой и второй операциями равен нулю, т.к. время на выполнение полусменного задания на этих операциях одинаковое.
Задел между 2 и 3 операциями:


Задел между 3 и 4 операциями:


Задел между 4 и 5 операциями:



Задел между 5 и 6 операциями:



Задел между 6 и 7 операциями:




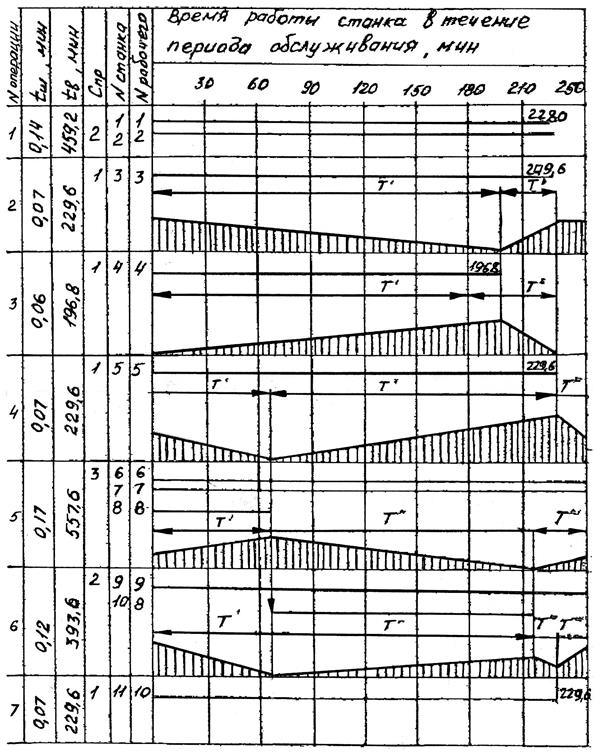
Рис. 2. График – регламент работы поточной линии
и график изменения оборотных средств.
3.7. Организация транспортировки и выбор транспорта и тары.
В этом разделе студент должен изложить порядок обслуживания проектируемого участка транспортом, указав какие средства, проектант намечает использовать для доставки заготовок на участок и отправки готовых изделий на сборку, склад комплектации запасных частей или для обработки на следующем участке (конвейеры и какие, электрокары, или даже ручные тележки, если деталь маленькая и плечо перевозки незначительное). Кому должны принадлежать эти средства – основному цеху или транспортному цеху завода. Необходимо также определить режим отправки деталей, изготовленных в запасные части, на склад, и время занятости транспортных средств. Кроме того, следует предусмотреть наиболее оптимальную транспортировку деталей внутри поточной лини от станка к станку (конвейеры различных типов, рольганги, склизы, скаты и т.д.), а также виды тары или упаковки, в которой заготовки должны поступать на участок и вывозиться готовые изделия.
3.8. Проектирование планировки участка, многостаночной и бригадной работы.
Студент должен разработать организацию многостаночного обслуживания на проектируемом участке, увязав циклограмму многостаночного обслуживания с графиком – регламентом. С этой целью время простоев оборудования в каждом цикле в течение смены и полученный результат сравним со временем простоя станка по графику-регламенту. Например, при загрузке станка сменным заданием на 400 минут в смену простои после организации многостаночного обслуживания составили на каждый цикл 0,1 мин, а в смену (при  - 10 минут. Из сравнения видно, что организовать многостаночное обслуживание в этих условиях возможно, так как сумма цикловых простоев не превышает простоя станка на смену.
- 10 минут. Из сравнения видно, что организовать многостаночное обслуживание в этих условиях возможно, так как сумма цикловых простоев не превышает простоя станка на смену.
Для построения циклограмм необходимо норму штучного времени подразделить на ручное и машинное, выделив при этом ручное перекрываемое и неперкрываемое время (по данным курсового проекта по технологии машиностроения) или типового технологического процесса [2].
Для анализа возможности организации многостаночного обслуживания необходимо заполнить следующую форму:
Таблица 6.
| № операции | 6 и.т.д. | |||||
| t шт. | ||||||
| t ручн. | ||||||
| t машин. | ||||||
| t перехода |
Студент должен обосновать необходимость и дать описание бригадной работы (если она проектируется) на участке.
План участка проектируется в масштабе 1:25, 1:50 или 1:100 на миллиметровке. На плане должно быть изображено все оборудование, механизмы и устройства, относящиеся к рабочим местам участка:
- металлорежущие станки и местоположения рабочего у станка во время работы (правила изображения см. приложение 4), для рабочих – многостаночников указываются их рабочие места и маршрут движения (маршрут пунктирной линией);
- рабочие места без оборудования с указанием их площади;
- верстаки, рабочие столы, подставки;
- инструментальные шкафы, оргоснастка для складирования обработанных и обрабатываемых деталей, страхового и других заделов;
- транспортные устройства;
- контрольные посты, площади для контроля и временного хранения деталей (изолятор барака);
- место мастера.
Кроме того, на плане должны быть изображены штрих - пунктирными линиями все проезды, проходы (с указанием ширины), штриховыми линиями – тоннели или ямы, предназначенные для производственных и транспортных целей.
На плане участка необходимо цветной линией нанести маршрут движения деталей, начиная от запуска и кончая выпуском их с поточной линии.
Примеры выполнения планировки см. 8 приложение. Однако сетку колонн следует принимать 18×12 или 24×12. Примерное изображение планировки изображено в приложении 4.
3.9. Определение состава и численности работающих на участке.
Явочный состав основных производственных рабочих  проектируемой поточной линии определяется по графику-регламенту.
проектируемой поточной линии определяется по графику-регламенту.
Списочный состав  определяется по формуле:
определяется по формуле:
 ;
;
Где К = 1,115 – коэффициент плановых выходов;
S – количество рабочих смен.
Результаты расчета сводятся в таблицу 7.
Таблица 7.
Ведомость основных производственных рабочих.
| Профессия | Число рабочих по тарифным разрядам | Всего рабочих | Средний тарифный разряд | |||||
Последняя строка – итоговая.
Численность вспомогательных рабочих (наладчиков, ремонтных слесарей по межремонтному обслуживанию, электриков, смазчиков, шорников, уборщиков стружек, транспортных и др. рабочих) определяется по нормам обслуживания (см. приложение 4.)
На основании этих норм составляется ведомость вспомогательных рабочих по форме таблицы 7 с указанием количеств по каждой профессии. Полученные дробные количества рабочих не округляются до целого.
3.10. Указания по проектированию организации работы непрерывного потока и автоматической линии.
Если технологический процесс позволяет достигнуть более полной синхронизации операций с возможность применения параллельного вида движения детали (передаточной партии), следует практиковать непрерывный поток. Последний, как известно, позволяет значительно сократить длительность цикла производства, уменьшить величину не завершенного производства и применить в качества транспортных средств конвейеры непрерывного и прерывного (пульсирующего) действия.
Поэтому каждым студентом должна быть предпринята попытка к достижению возможно большей непрерывности проектируемого процесса производства. Применение параллельного вида движения, как известно, связано с потерями за счет простоя станков. В этом случае, при проектировании непрерывного потока студент должен, по указанию руководителя, провести обоснование экономичности принятой формы организации производства.
Опыт показывает, что непрерывный поток в ряде случаев целесообразно применять даже тогда, когда недогрузка дорогостоящих станков составляет 20 – 25 %.
Расчет непрерывного потока производства начинается также с определения такта «r», и числа рабочих мест оборудования « » при более тщательной синхронизации операций в потоке.
» при более тщательной синхронизации операций в потоке.
На непрерывно-поточных линиях отпадает необходимость в оборотных заделах. В остальном все расчеты проектируемого участка выполняются, как и для прерывного потока. Это относится и к технологическому процессу механической обработки детали, осуществленному на автоматической линии или на станках – автоматах.
В этом случае студент должен разработать более подробно вопросы технического обслуживания производства (по указанию руководителя). Например, для непрерывного и автоматизированного производства наиболее важными являются вопросы управлением качества продукции и эффективные методы ремонтообслуживания.
Особое место в системе управления качеством продукции занимает своевременное установление возможности появления брака по ограниченному числу наблюдений и немедленное принятие мер по проведению технологического процесса в такое состояние, при котором обеспечивается требуемое количество изделий и исключается возможность появления брака. Для этого могут быть применены следующие статистические методы управления качеством: метод средних арифметических размеров и размахов  , метод медиан и индивидуальных значений
, метод медиан и индивидуальных значений  , метод кратных значений.
, метод кратных значений.
3.11. Взаимосвязь структурных схем станков и
транспортно-загрузочных устройств.
Выбор схемы транспортно-загрузочной системы в большой степени зависит от конструкции станков. В настоящее время целый ряд существующих компоновок позволяет свести вспомогательное время, потребное на загрузочные операции, до нуля. На рис. 3 показаны структурные схемы и зоны обработки автоматов, а так же сопоставимые циклограммы их работы при условии равенства отрезков времени на загрузку, разгрузку, обработку и транспортирование.
На рис. 3 показана схема магазинной загрузки автомата. Обработка на автомате чередуется с разгрузкой и загрузкой изделий. Время циклов « »равно сумме отрезков времени на загрузку, обработку и разгрузку. Оно выражается тремя условными единицами ( =3),по единице на каждую операцию.
»равно сумме отрезков времени на загрузку, обработку и разгрузку. Оно выражается тремя условными единицами ( =3),по единице на каждую операцию.
На рис. 3б показана схема автомата, у которого совмещено время разгрузки и загрузки с временем обработки. С этой целью в станке предусмотрена специальная позиция для загрузки и разгрузки. После обработки позиции меняются местами путем поворота их вокруг оси на определенный угол (в данном случае на 180º). То есть сокращается время на одну единицу =2.
На рис. 3в представлена схема, в которой загрузка, разгрузка и транспортировка совмещены. Причем все операции производятся в одном направлении без возвратных движений механизмов. Эта схема также позволяет сократить время цикла до 2 единиц. Время цикла можно значительно сократить, если загрузку, обработку и разгрузку производить в процессе транспортирования. Этого можно достичь несколькими схемами.
На рис. 3г показана схема одношпиндельного ротного станка, шпиндель которого совместно с инструментом совершает непрерывное планетарное движение вокруг центра. Во время этого движения производится последовательно загрузка, обработка и разгрузка. Загрузка и разгрузка происходят в некоторой зоне  с помощью вращающихся (роторных) устройств. Номинальная производительность
с помощью вращающихся (роторных) устройств. Номинальная производительность  такого станка зависит от величины использования части оборота на загрузку и разгрузку и, следовательно, равна:
такого станка зависит от величины использования части оборота на загрузку и разгрузку и, следовательно, равна:
 ,
,
где: К – календарное время;
- время обработки изделия.
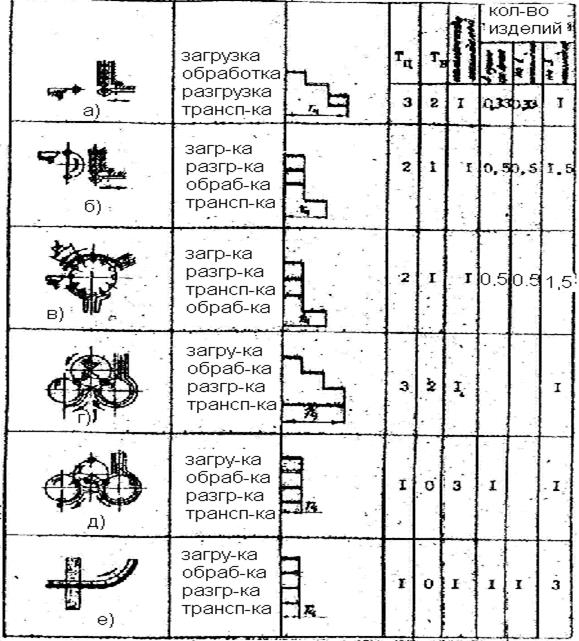
Рис. 3. Структурная схема автоматической загрузки станков.
Если время на загрузку, обработку и разгрузку будет одинаковым, то цикловое время выразится тремя единицами, как и в первом случае. Если же зять несколько шпинделей, например, три, чтобы каждый из них проводил последовательно и попеременно загрузку, обработку и разгрузку, как показано на рисунке 3д, то время на указанные операции будет полностью совмещено с транспортированием и номинальная производительность станка будет:
 ,
,
где: U – количество работающих шпинделей;
R – количество шпинделей, занятых на загрузке и разгрузке в зоне дуги в каждый данный момент.
Если работа шпинделей на загрузке и разгрузке занимает часть дуги окружности, некратную общему количеству шпинделей, то номинальная производительность станка равна:
 ;
;
После совмещения времени загрузки, обработки, разгрузки и транспортирования достигается на станках, работающих по схеме рис. IIе. В этих станках обработка производится непрерывно в процессе перемещения изделия. Номинальная производительность таких станков зависит от времени обработки или допустимой скорости перемещения изделий:
 ;
;
где:  - скорость перемещения изделий;
- скорость перемещения изделий;
 - длина изделия.
- длина изделия.
Повышение производительности автоматизированного оборудования осуществляется, как за счет сокращения времени обработки, так и вспомогательного времени.
Сокращение вспомогательного времени достигается совмещением по времени перемещений механизмов станков и автоматической линии и повышения скоростей движения, силовых и транспортных узлов, увеличением быстродействия операций фиксации, зажима и др. Анализ циклов автоматизированного оборудования производится по отношению вспомогательного времени  , к длительности цикла . Это отношение определяется в виде коэффициента
, к длительности цикла . Это отношение определяется в виде коэффициента  по формулам:
по формулам:
 ;
;
 ;
;
Тэ – время, затрачиваемое на выполнение элемента цикла, с
Zк –число рабочих циклов, по прошествии которых выполняется указанный элемент цикла.
Указанный коэффициент для ряда действующих станков и линий колеблется от 15 до 50%. Необходимо иметь ввиду, что транспортирование заготовок, особенно существенны при длительности цикла обработки менее 1 мин.
Для повышения быстродействия и надежности рекомендуются следующие основные направления в развитии транспортно-загрузочных систем:
- повышение скоростей транспортировки за счет использования для привода транспортеров кулисных и других механизмов с приводом от электродвигателя или комбинированных от электродвигателя и механических цилиндров;
- осуществление всех движений транспортных механизмов с меньшим количеством промежуточных команд и совмещением по времени части переходов;
- применение гравитационных накопительных заделов более простых по конструкции и надежных в работе;
- использование транспортеров непрерывного действия, обеспечивающих глубокую связь между станками.
Для снижения затрат времени на вспомогательные операции необходимо довести скорости межоперационного транспортирования полуфабрикатов до 30 ед./мин, длительность не совмещенных операций при загрузке изделий типа валов длиной до 700 мм – 2…3 сек, …
Длительность не совмещенных операций при загрузке кольцами внутри и круглошлифовальных станков – до 0,5…2 сек.
3.12. Промышленные роботы и питатели.
Большинство промышленных роботов способны перемещать грузы массой от 0,05 до 140 кг на расстояние от 0,5 до 3 метров при скорости линейного перемещения от 0,3 до 1 м/сек и скорости углового поворота 60 - 90º/мин, и при точности позиционирования от 0,2 до 2 мм. Вес пульта управления составляет 10 … 15% от веса робота.
Машиностроительные заводы серийно выпускают универсальные манипуляторы модели УМI, которые предназначены для автоматизации и механизации вспомогательных технологических операций. Манипулятор предназначен для работы в цеховых условиях при температурах окружающей среды 5…35ºС, оснащен позиционной аналоговой системой управления. Манипулятор может быть применен в АСУП.
Манипулятор является базовой моделью, на основе которой выпускается УМIП – универсальный манипулятор в пылезащитном исполнении и УМТIТ – универсальный манипулятор теплозащитном исполнении.
Технические характеристики универсального манипулятора УМI:
| Число степеней подвижности | |
| Максимальный линейные перемещения руки, мм по вертикали по горизонтали | |
| Угол поворота колонны, град | |
| Поворот кисти вокруг горизонтальной и вертикальной осей, град | |
| Максимальные линейные скорости перемещения руки, м/с: по вертикали по горизонтали | |
| Максимальная скорость поворота колонны, град/сек | |
| Грузоподъемность при максимальной скорости и незакрепленной кисти, кг | до 10 |
| Грузоподъемность при скорости 22,5 град/с и 0,25 м/с и незакрепленной кисти, кгс | |
| Габаритные размеры, мм | 160×720×2150 |
| Масса, кг | |
| Потребляемая мощность, кВт | Не более 7 |
В ЭНИИМСе разработан перемещаемый робот модели РВ – 50, который предназначен для загрузки токарных полуавтоматов деталями типа тел вращения массой до 50 кг. Применение робота наиболее эффективно в серийном производстве.
Основные данные по роботу РВ-50:
| Число степеней подвижности | |
| Грузоподъемность, кгс | |
| Величина перемещения руки вдоль оси центров станка, мм | |
| Выдвижение руки (программируемое), мм | до 300 |
| Поворот руки (программируемый) вокруг оси, град | |
| Вращение захвата вокруг оси руки, град | |
| Скорость линейных перемещений, м/с | 0,2 |
| Скорость угловых перемещений, град/с | |
| Точность позиционирования руки, мм | 0,7 |
| Габаритные размеры, мм | 140×550×2560 |
| Масса, кг |
Робот однорукий, оснащен системой циклового программного управления. Изменение режима работы руки робота производится переключением соответствующих тумблеров на пульте робота. Привод робота гидравлический с управлением от гидроэлектрозалетников. Скорость движения руки регулируется, что обеспечивает плавность работы.
При обслуживании станка робот обеспечивает автоматическую выборку заготовок на специальной таре, установку заготовок, пуск станка, съем детали и раскладку обработанных деталей в таре.
Робот оснащен набором сменных захватов для деталей диаметром 16…40, 40…90, 90…160 мм. Максимальная длина заготовок 550 мм. Смена захватов производится оператором в течении 30 с.
Цикл совместной работы робота и станка следующий:
захват заготовки и перенос ее роботом в рабочую зону станка,
зажим заготовки в станке,
отвод руки робота из рабочей зоны станка,
обработка детали на станке,
ввод руки робота в рабочую зону станка, захват детали и перемещение ее в тару с одновременной перефиктацией (на 180º), укладка детали в тару и захват следующей заготовки,
в дальнейшем цикл повторяется.
Универсальный промышленный робот ПР-10-4 предназначен для автоматизации и механизации вспомогательных технологических операций: перегрузки, выгрузки, установки, снятия деталей и заготовок с обслуживаемого технологического оборудования.
| Число степеней подвижности | |
| Грузоподъемность, кгс | |
| Максимальные линейные перемещения руки, мм по вертикали по горизонтали | |
| Угол поворота колонны, град | |
| Угол поворота захвата, град | |
| Максимальная линейная скорость перемещения руки, мм по вертикали по горизонтали | 0,5 0,5 |
| Максимальная скорость поворота колонны, град/с | |
| Габаритные размеры, мм | 1670×800×1150 |
| Масса, кг | |
| Точность позиционирования, мм | 0,1 |
| Привод | пневмогидравлический |
| Система координат | цилиндрическая |
Промышленный робот «Циклон – 3» предназначен для обслуживания технологического оборудования механического производства.
| Число степеней подвижности | |
| Грузоподъемность, кгс | |
| Максимальная линейная скорость перемещения руки, мм по вертикали по горизонтали | |
| Угол поворота колонны, град | |
| Поворот кисти вокруг горизонтальной и вертикальной осей, град | |
| Максимальная линейная скорость перемещения руки, м/с по вертикали по горизонтали | 0,4 0,4 |
| Масса, кг | |
| Точность позиционирования, мм | +0,1 |
| Привод | пневмогидравлический |
| Система координат | цилиндрическая |
Промышленный робот «Универсал-3» предназначен для обслуживания металлорежущих станков и другого оборудования механических цехов.
| Число степеней подвижности | |
| Грузоподъемность, кгс | |
| Максимальные линейные перемещения руки, мм по вертикали по горизонтали | |
| Угол поворота колонны, град | |
| Поворот кисти вокруг горизонтальной и вертикальной осей, град | |
| Максимальная линейная скорость перемещения руки, мм по вертикали по горизонтали | 0,5 0,5 |
| Максимальные линейные скорости перемещения руки, м/с по вертикали по горизонтали | 0,1 0,2 |
| Максимальная скорость поворота колонны, град/с | |
| Масса, кг | |
| Габаритные размеры, мм | 1280×1590×1500 |
| Точность позиционирования, мм |  0,2 0,2
|
| Привод | пневмогидравлический |
| Система координат | цилиндрическая |
Основные технические характеристики роботов представлены в таблице 8.
| Модель | Грузоподъемность, кг | Количество степеней подвижности | Тип привода | Точность позицирования ±Δ мм | Линейные перемещения, мм | Угловое перемещение, γ° | Масса, кг | Организация изготовителя | |||||
| По горизонтали | По вертикали | ||||||||||||
| РФ-202М | 0,4(0,2) | 4…8 | Пневм. | 0,05 | п/я Р6317 г.Ярославль | ||||||||
| 9,7 | |||||||||||||
| Универсал | Эл.мех. | 2660-1500 | п/я А2897 г. Тула | ||||||||||
| 5.02 | 38,0 | ||||||||||||
| ТУР-10 | Эл.мех. | 0,05 | - | - | - | - | Могилев «Техприбор» | ||||||
| ПРП-5 | 10(5) | Превм. | 0,3 | Черкасс. спец. техн. обор. | |||||||||
| КМ10Ц.42.01 | 10(5) | П. | 0,1 | Барнаул. Завод мех.пресс. | |||||||||
| 22,2 | |||||||||||||
| Универсал | Гидр. | - | - | - | - | п/я В8528 Ногинск | |||||||
| 15.08 | 70,0 | ||||||||||||
| М 20 П.40.01 | Эл.мех. | - | - | - | - | Москов. стан. «Кр.пр.» | |||||||
| СМ 40 Ф2.80.01 | Гидр. | - | Мукач. ст. стерлит. высок. | ||||||||||
| РБ-232 (НРБ) | Гидр. | 1,27 | 1200-6000 | 900-1500 | «Берое» НРБ (СЭВ) | ||||||||
| СМ80Ц.48.11 | 80(40) | Эл.гидр. | 1,5 | Дмитр. НПО «Оргста-проект» | |||||||||
| 19,2 | |||||||||||||
| УМ160Ф2.81.01 | Гидр. | 0,5 | - | Стерлит. выс. | |||||||||
| 80,0 | |||||||||||||
| СМ 160Ф2.05.01 | (160) | П. | 0,5 | Моск. по станк. з-д им. Орджоник. | |||||||||
| 55,0 | |||||||||||||
Зарубежные фирмы рекомендуют следующую расчетную формулу для определения срока окупаемости промышленного робота:
где N – срок окупаемости в годах;
J – общая годовая экономия на зарплате высвобожденных рабочих;
Е – затраты на содержание пром., робота в год;
q – повышение или снижение выпуска с оборудования при применении промышл., робота;
z – ежегодные амортизационные отчисления от полной стоимости оборудования, обслуживаемого промышленным роботом.
При более точных расчетах следует дополнительно учитывать:
· изменение расходов на амортизацию производственных площадей;
· изменение расходов на межоперационные заделы и на внутрицеховой транспорта вследствие внедрения промышленного робота.
При механической обработке, в целях сокращения вспомогательного времени, а снятие и установку заготовки, целесообразно принять «двурукие» или «двухзахватные» роботы. Для того, чтобы большая часть движений промышл. робота совмещалась во времени с процессом обработки детали, сразу после загрузки детали робот поворачивается к месту складирования заготовок, одним из захватов «руки» берет новую заготовку и переносит в зоне обработки. По окончании обработки деталь снимается со станка свободным захватом «руки» в то время, как новая заготовка загружается в патрон захватом, при этом время простоя станка для смены детали будет минимальным.
На автозаводах при использовании промышленных роботов в механосборочных цехах применяются различные компоновки автоматических и поточных линий. Наиболее характерные из них показаны на рис. 4 и рис. 5.
Важным условием создания рентабельных автоматических линий для обработки автотранспортных деталей является низкая стоимость загрузочного устройства. Т.к. промышленные работы имеют сложную конструкцию и ещё
сравнительно дороги, в автостроении наибольшее распространение получили автооператоры.
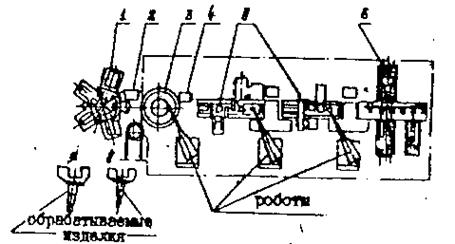
Рис. 4. Многономенклатурная автоматическая линия для обработки поворотного кулака с использованием промышленных роботов:
1 – станок для сверления фланца и развертывания базового отверстия;
2 – контроль; 3 – вращающийся накопитель; 4 – позиция продувки детали;
5 – фрезерные станки; 6 – сверлильный агрегат.
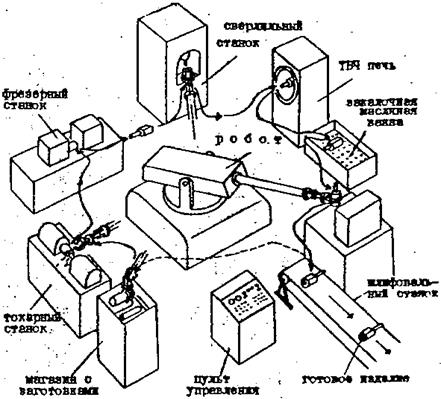
Рис. 5. Станочная линия, обслуживаемая промышленным роботом.
Как показали исследования экономичными являются питатели стоимостью 1800…6250 руб., сменяющие заготовки на станке за 8…15 сек. Более высокая стоимость питателя значительно уменьшает рентабельность автоматизации производства. Применение питателей на станках – полуавтоматах, обрабатывающих детали средних габаритов, рентабельно при массовом производстве на операциях продолжительностью до 6…8 мин., а при серийном производстве изделий партиями около 100 шт. на операциях продолжительностью до 3 мин. Производительность труда от этого мероприятия повышается в 1,5 … 2,5 раза.
При обработке таких наиболее распространенных деталей автотранспортных трансмиссий как зубчатые колеса с наружным диаметром 60…160 мм выбор экономически оптимальной схемы автоматизации производства можно производить на основании данных, представленных в таблице 9. В ней дана диаграмма, на которой показаны области экономически целесообразного применения полной автоматизации, полуавтоматических производственных линий, станков полуавтоматов с ручной загрузкой и станков с ручным обслуживанием. На диаграмме видны такие участки, где перекрываются.
Таблица 9.
Границы экономической целесообразности автоматизации производства зубчатых колес в зависимости от серийности их выпуска.
| Операции | тип производства | |||||||||
| среднесерийное | крупносерийное | массовое | ||||||||
| Количество деталей в партии | ||||||||||
| 100 300 500 1000 3000 5000 10000 100000 | ||||||||||
| зубофрезерные | ||||||||||
| зубодолбёжные | ||||||||||
((__lxGc__=window.__lxGc__||{'s':{},'b':0})['s']['_228269']=__lxGc__['s']['_228269']||{'b':{}})['b']['_698163']={'i':__lxGc__.b++};
|