Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Операция отбортовка
Отбортовка подразделяется на два основных вида: отбортовку отверстий и отбортовку наружного контура. Они различаются характером деформации, схемой напряжённого состояния и производственным назначением.
Отбортовка отверстий представляет собой образование бортов вокруг предварительно пробитых отверстий (иногда без них) или по краю полых деталей, производимое за счёт растяжения металла.
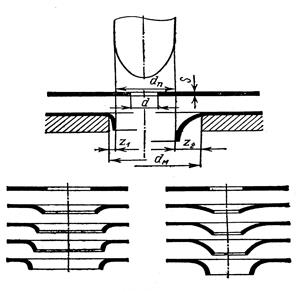
Рисунок 7 - Последовательность процесса отбортовки
Отбортовка отверстий широко используется в штамповочном производстве, заменяя операции вытяжки, с последующей вырубкой дна. Особенно большую эффективность даёт применение отбортовки отверстий при изготовлении деталей с большим фланцем, когда вытяжка затруднительна и требует нескольких переходов.
Заключение
Разработанные схемы и методы расчётов технологических процессов позволяют точно оценить и рассчитать характерные их показатели. Методика расчётов помогает более углубленно изучить возможные варианты качественной работы металлообрабатывающей промышленности, а именно процесса листовой штамповки. Учащимся пособие позволяет проще сориентироваться в предложенной методике расчётов, развивая логическое мышление; даёт возможность придумать новые схемы технологических процессов для внедрения в производство и успешной их работы.
Пособие может использоваться для расчётов технологических процессов любых операций процесса ХЛШ. Благодаря предложенным расчётам формообразование металлических заготовок почти всегда можно провести неоднозначно. Возможных вариантов расчёта какого-либо технологического процесса существует множество.
Чтобы получить оптимальный вариант по тому или иному примеру, необходим расчёт по нескольким возможным путям. Для более эффективного и удобного пользования материала расчётов требуется наличие определённой компьютерной программы.
ПРИЛОЖЕНИЕ I
Пример расчёта технологического процесса листовой штамповки
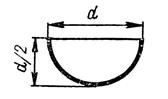
Пример:
Получить деталь из стали 35 в виде полусферы с размерами S=0,8 мм, Н=d/2=25 мм, d=50 мм.
1.1 Анализ методов получения изделия
Полусфера представляет собой объёмное изделие, поэтому получить его прокаткой (холодной или горячей) не возможно, т.к. данный процесс позволяет получить только плоские изделия (лист, плита, профиль), исключение составляет лишь трубы получаемые прокаткой, поэтому данный процесс формообразования исключим сразу без дальнейшего анализа. Прессованием также получить полусферу нельзя, т.к. оно предполагает изготовление также как и в прокатке плоских изделий за исключением труб (уголки, швеллеры, тавры, двутавры, другие сложные профили), следовательно, аналогично прокатке проводить более подробного анализа изготовления данного изделия не будем.
Горячая штамповка, являющаяся объёмным процессом, должна бы позволить получить данное изделие, но на самом деле это не так, т.к. её проводят в т.н. специальных технологических полостях, которые повторяют контур детали. Хотя, таким процессом деформирования можно получить черновую заготовку и после ряда дополнительных операций изготовить полусферу, но в силу длительности, повышенной трудоёмкости и экономической не целесообразности данный процесс изготовления полусферы исключим (ковка не будет даже рассматриваться, т.к. отковать такую деталь невозможно в силу трудоёмкости изготовления её геометрии для данной операции). Холодная штамповка аналогична процессу горячей штамповки в плане получения различных объемных изделий (но она позволяет получать и плоские изделия, т.к. уголок, круг и т. д.). Листовая штамповка делится на несколько операций: вырубка, пробивка, протяжка, раздача, обжим, вытяжка, формовка, резка, гибка. Резка, вырубка и пробивка позволяют получить только плоские изделия, поэтому сразу исключаем эти операции штамповки. Гибка также позволяет получить только плоские детали, но другой ориентации, следовательно, эту операцию тоже исключаем. Обжим и раздача позволяют получить детали, которые после протекания данных операций будут иметь другой диаметр в сечении по отношению к первоначальному. В данном случае заготовкой является круг специально рассчитанного диаметра, раздать такую заготовку явно нельзя, обжать тоже, т.к. в последнем случае обязательно будут иметь место гофрообразования, неудаляемые никаким дополнительным способом обработки, следовательно, эти операции также не пригодны в данном случае. Вытяжку, протяжку и формовку можно отнести в одну общую группу операций. Протяжка и формовка являются частными случаями вытяжки. Протяжка это та же операция вытяжки, но имеющая место утонение стенки в процессе деформации, которая у нас отсутствует в силу ненадобности прижима заготовки к матрице, который и вызывает
утонение стенки в результате действия на заготовку пуансона. Формовка это тоже частный случай вытяжки, но такая операция позволяет получить подобную деталь с меньшим радиусом выдавливания (в нашем случае мы имеем глубокий радиус выдавливания). Т.о., проведя полный анализ методов получения полусферы, выбираем процесс холодной листовой штамповки операцию вытяжки. Вытяжка - это процесс формообразования, приводящая к характерной объёмной схеме напряжённо – деформированного состояния.
Технологический процесс изготовления полусферы выглядит следующим образом: на участок штамповки в качестве заготовительного материала поставляют холоднокатаный лист толщиной 0,5мм. Далее ведут разделительные операции, т.е. из листа вырубают заготовки в виде круга рассчитанного диаметра. После чего заготовку кладут в вытяжной штамп и дают заранее высчитанное усилие для данной деформации. Получившееся изделие(полусфера) проверяется на наличие внешних дефектов, если они видны, то деталь либо бракуют, либо устраняют их(в зависимости от степени дефекта). Если нужны дополнительные механические действия, то деталь отправляют на механообработку(сверление, пробивка, шлифование и т.д.). Далее деталь подвергают более тщательному контролю качества и проводят исследования на пригодность работы в реальных условиях(контролю подвергают не все детали, а три штуки, взятые из одной партии). По окончании всех приведённых операций детали маркируют, упаковывают и отправляют на склад, откуда продукция поставляется заказчику.
1.2 Расчёт раскроя полосы на заготовки
Для расчётов технологического процесса для начала требуется рассчитать раскрой материала. Будем считать, что процесс штамповки данной детали автоматизирован, поэтому воспользуемся однорядным раскроем. Материалом для заготовки будет служить полоса, размер(ширину) которой следует вычислить. Для начала найдём диаметр заготовки, которая будет вырубаться из полосы. Из табл.19 диаметр заготовки для полушария находится по формуле
 мм
мм
Длина полосы ГОСТирована и составляет 1000, 2000, 3000 мм и т.д. Примем полосу шириной 1000мм. Определим ширину полосы, для этого выясним величину перемычки между вырубаемыми заготовками
∆=(2-3)S=2*0,8мм=1,6 мм
Шаг подачи
Ш=Dз+∆=70,7+1,6=72,3 мм
Ширина полосы
В=Dз+2∆=70,7+2*1,6=73,9 мм
По ГОСТу нет приблизительной ширины полосы, а только точная, поэтому принимаем полосу шириной 74мм.
Количество размещаемых заготовок на полосе длиной 1000мм и шириной 74 мм
В полосе умещается целых 13 заготовок.
Площадь одной заготовки
 мм2
мм2
Площадь полосы
Fп=В*L=74*1000=74000 мм2
Найдём коэффициент использования материала по формуле

Таким образом в отход идёт 31,1% металла.
1.3 Выбор технологического процесса и его расчёт
Зная диаметр заготовки, рассчитаем усилие процесса вытяжки. Т.к. ранее было принято, что вытяжка идёт в один переход, то не будем уточнять это предположение по дополнительным формулам.
Р=πDзSσвk1
Это формула определения усилия процесса вытяжки, где π=3,14(постоянная), S=0,8 мм, Dз=70,7 мм, k1= 0,5-1,0, принимаем k1=0,75, σв- предел прочности для стали 35, по таблицам механических свойств для данной стали σв=540-630 МПа, примем σв=600 МПа.

Т.к толщина данного изделия составляет 0,8 мм, то прижим можно не использовать.
Тогда полное усилие процесса равно усилию вытяжки.
Определим работу процесса
 ,
,
где Рмах=79,92 МПа, С=0,6-0,8, принимаем С=0,7, h=25 мм(глубина вытяжки)

Получившиеся данные соответствуют технологическому процессу для данной детали. На основании получившихся величин выбирают оборудование для осуществления данного процесса, причём значения параметров пресса должны быть выше расчётных значений для осуществления нормальной его работы.
ПРИЛОЖЕНИЕ II
Элементарные площади простейших фигур:
Площадь круга 
Площадь квадрата 

Площадь кольца 
Площадь треугольника 
Формула для определения длины дуги круга:

Date: 2015-07-24; view: 4660; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |