Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Операция вытяжка
Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой формы и производится на вытяжных штампах.
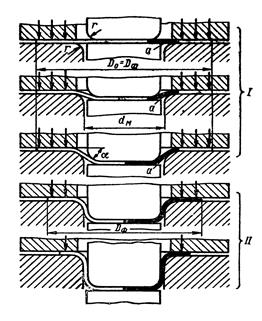
Рисунок 5 - Последовательность процесса глубокой вытяжки
с прижимом заготовки
На рис.5 выделены две стадии процесса вытяжки, где 1-начальная стадия вытяжки, состоящая из локальной пластической деформации; 2- конечная стадия вытяжки, заключающаяся в пластической деформации фланца и втягивании его в матрицу.
Вытяжкой изготавливается большое количество полых деталей самой разнообразной формы, отличающихся друг от друга как очертанием в плане, так и формой боковых стенок.
По геометрической форме все полые детали могут быть разделены на три группы:
1) осесимметричной формы (тела вращения);
2) коробчатой формы;
3)сложной несимметричной формы.
Каждая из групп подразделяется на несколько разновидностей. Например, тела вращения по форме образующей могут быть цилиндрическими, коническими, криволинейными, ступенчатыми, выпукло-вогнутыми. Построение технологического процесса и технологические расчёты для них различны.
В технологическом отношении способы вытяжки необходимо различать главным образом по виду напряжённого состояния деформируемой части заготовки. Геометрическая форма детали является в этом отношении вторичным признаком.
Следует различать три основных способа вытяжки.
1. Вытяжка полых деталей путём превращения плоского фланца в цилиндрическую или коробчатую форму, при создании во фланце плоского напряжённого состояния по схеме сжатие-растяжение. Сюда относится вытяжка цилиндрических, овальных, коробчатых и других деталей с вертикальными или слегка наклонными стенками.
2. Вытяжка сферических, криволинейных и сложной формы деталей в штампах с вытяжными(тормозными) рёбрами. В этом случае под прижимом преобладают растягивающие напряжения и деформации, а в остальной деформируемой части заготовки возникает напряжённое состояние двустороннего растяжения.
3. Вытяжка эластичной матрицей и фрикционная вытяжка, создающие заталкивание заготовки, в результате чего снижаются растягивающие напряжения в очаге деформации и облегчается процесс вытяжки.
Материалом для заготовки холодной штамповки является тонкий холоднокатаный лист или полоса. Основным правилом для определения размеров заготовок при вытяжке является равенство объёмов заготовки и готовой детали, т.к. в процессе пластической деформации объём металла остаётся постоянным.
На практике встречаются следующие случаи вытяжки деталей различной конфигурации, требующие разных способов подсчёта размеров заготовки:
1) вытяжка круглых деталей;
2) вытяжка круглых деталей сложной формы;
3) вытяжка прямоугольных коробчатых деталей;
4) вытяжка деталей сложной и несимметричной конфигурации;
5) вытяжка с утонением материала.
Можно вычислить размеры вытягиваемой заготовки путём поэтапного вычисления отдельного элементарного участка, но этот способ может нести в себе достаточную погрешность для дальнейших вычислений процесса. Процесс реальной вытяжки сопровождается рядом погрешностей, не учитываемых расчётными геометрическими формулами, как то: неравномерность толщины проката, анизотропия механических свойств, неравномерность зазора и слоя смазки, неравномерность прижима заготовки, погрешности фиксации заготовки в штампе и др. В результате этого, в подавляющем большинстве случаев вытянутая деталь получается с неровным или перекошенным краем, требующим последующей обрезки.
Анизотропия механических свойств является результатом особенностей металлургического производства листового проката, зависит от способа (полистный или рулонный) и режимов прокатки, а также от неоднородности термической обработки листового металла.
Наибольшее проявление анизотропии обнаруживается при примитивном способе вытяжки без прижима небольших колпачков из относительно толстого металла в виде фестонов, возникающих по краям колпачков. Фестоны свидетельствуют о преобладании основной деформации, в данном случае - тангенсального сжатия, и незначительной деформацией осевого удлинения.
Предложен ряд способов борьбы с фестонообразованием: метод геометрической корректировки заготовки и метод технологического выравнивания анизотропии в процессе вытяжки.
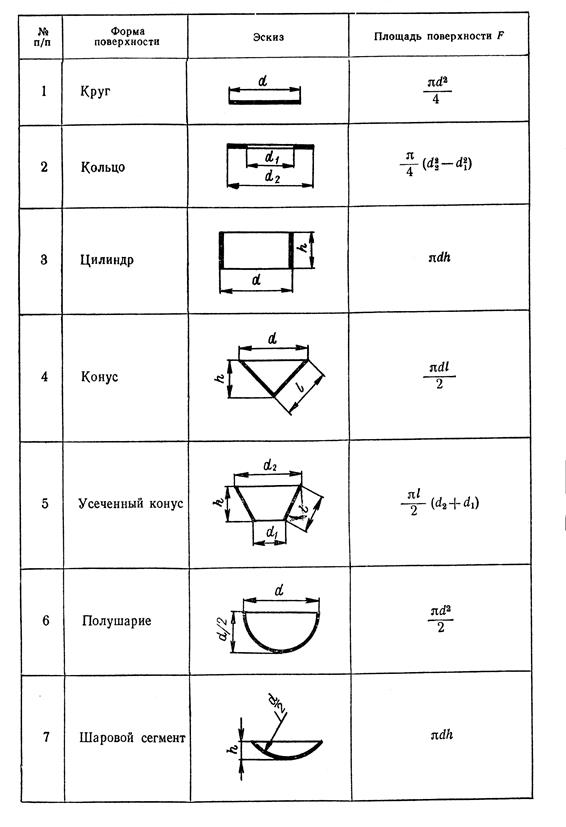
Способ раскроя и все необходимые расчёты проводят по известному методу. Размер заготовки и площади вытягиваемого изделия определяется по формулам представленным в таблицах 4 и 5 соответственно.
Таблица 4 - Формулы для определения диаметра заготовки при операции вытяжка
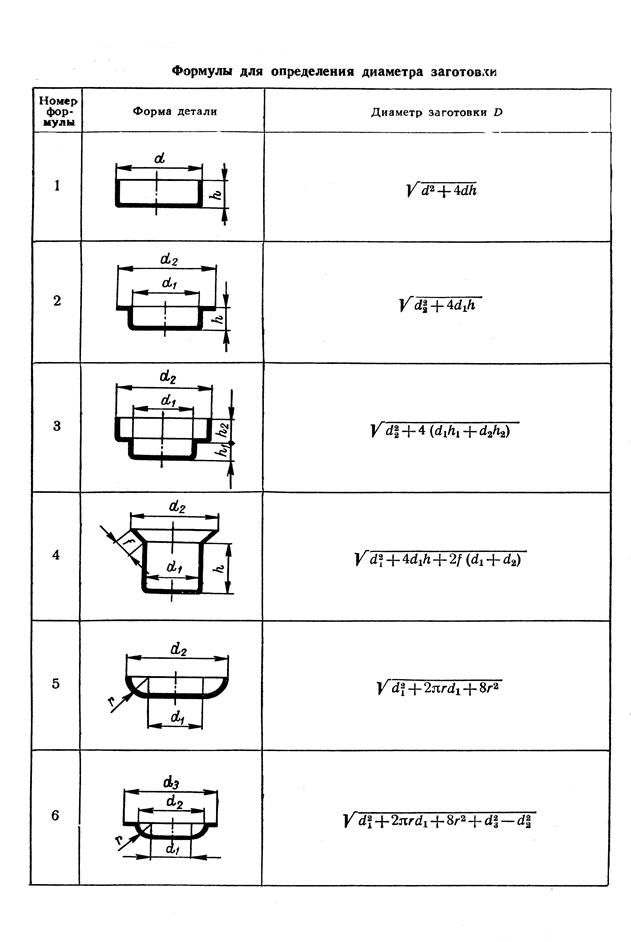
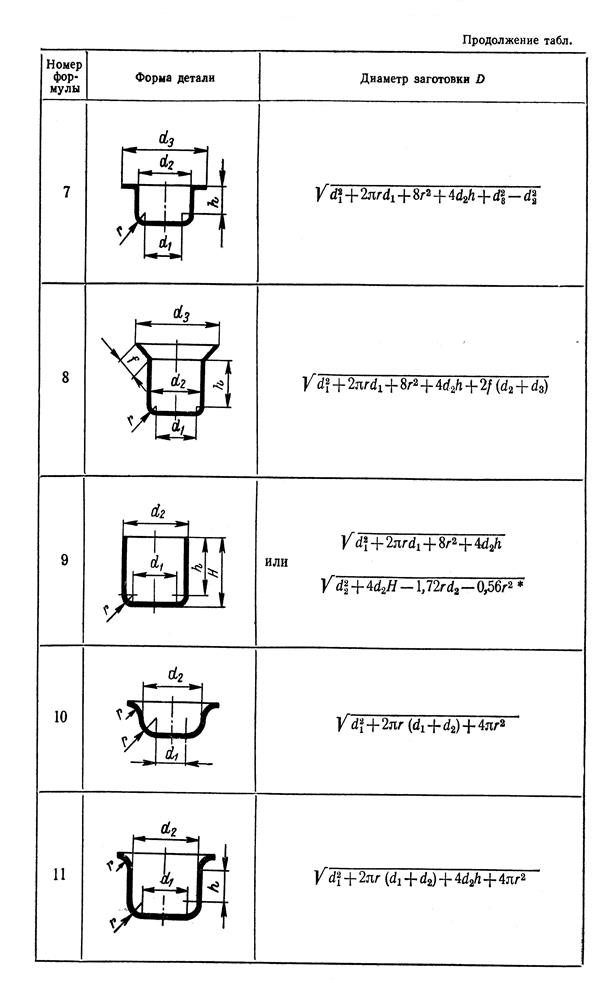
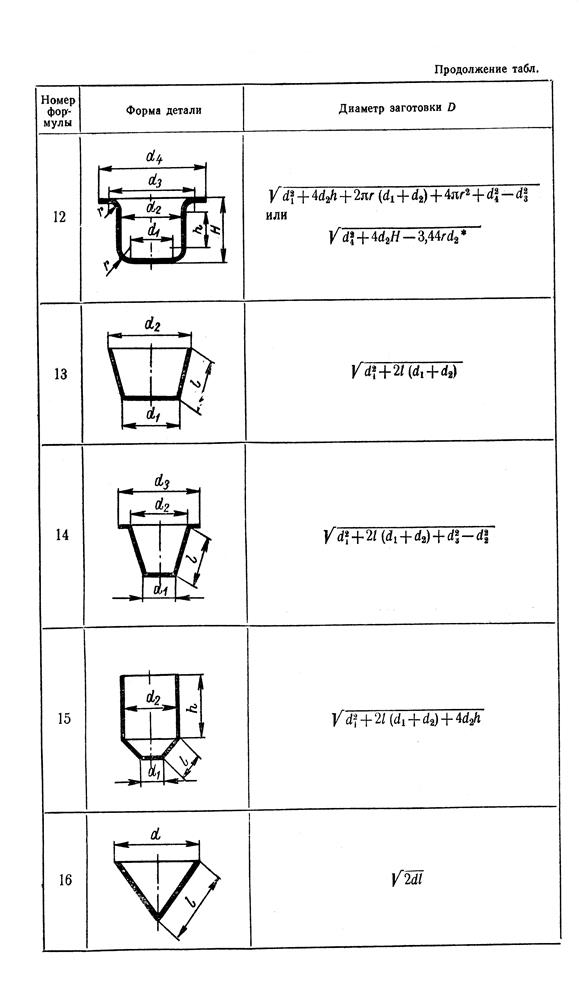
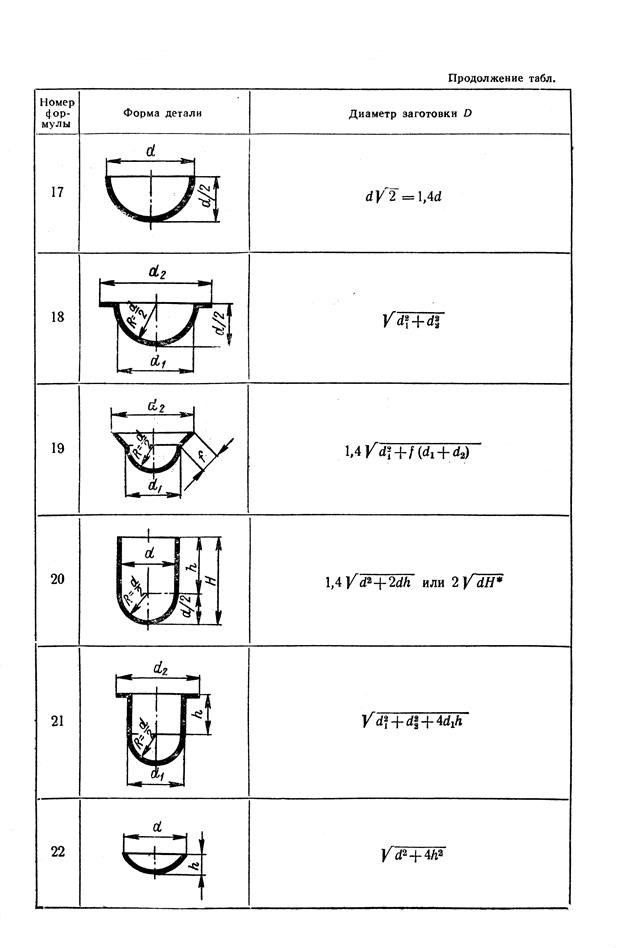
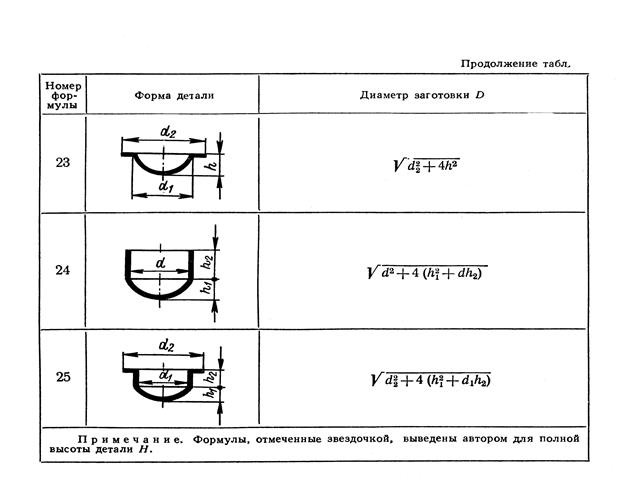
Таблица 5 - Площади поверхности простых геометрических форм
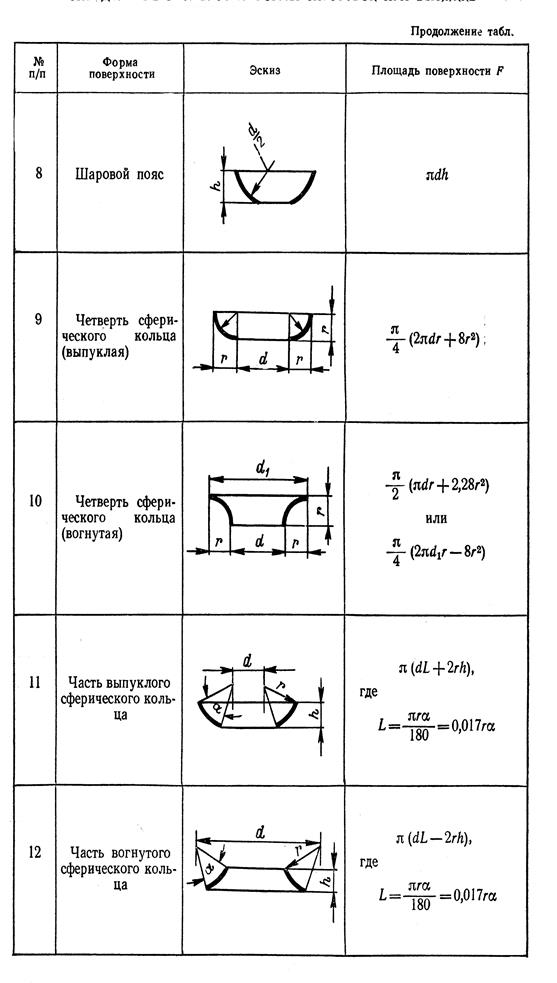
Формулы представленные в таблицах 4 и 5 могут быть применены только для вытяжки без утонения стенок.
После определения размеров заготовки переходят к следующему этапу расчётов и составляют технологический процесс для данной детали. Главным образом следует определить, каким количеством переходов можно получить данное изделие, ведь в зависимости от сложности геометрии детали её можно получить в один переход, а можно в несколько переходов. Количество переходов определяется по формуле
 , (14)
, (14)
где n- количество переходов,
Квн- коэффициент вытяжки(цифра указывает на номер перехода).
 , (15)
, (15)
где  - это диаметр заготовки, мм,
- это диаметр заготовки, мм,
 - это диаметр детали, мм.
- это диаметр детали, мм.
Необходимость прижима определяется по формуле в виде неравенства
 (16)
(16)
Конструкция штампа практически во всех операциях одинаковая, разница состоит в наличии прижима, конфигурации пуансона и матрицы. Прижим необходим для «толстых» заготовок для того, чтобы она в процессе деформации не выскальзывала из штампа.
Если деталь имеет толщину до 0,8 мм, то прижим не обязателен, если более 0,8 мм, то прижим необходим.
Далее производят расчёт энерго- силовых параметров процесса. При расчёте полного усилия операции вытяжки учитывают усилие прижима.
Усилие вытяжки изменяется на протяжении рабочего хода пуансона, достигая максимума при глубине h=(0,4-0,6)H, где H- полная глубина вытяжки.
Расчёт усилий ведётся по формулам приведённым в таблице 6.
Таблица 6 - Практические формулы для определения усилий вытяжки
| Типы вытягиваемых изделий | Операции вытяжки | Формулы |
| Цилиндрические без фланца | Первая Вторая и последующие | Р=πd1SσВk1 Р=πd2SσВk2 |
| Цилиндрические с широким фланцем | Первая | Р=πd1SσВkф |
| Конические и сферические с фланцем | Первая | Р=πdкSσВkф |
| Овальные коробки | Первая Вторая и последующие | Р=πdср1SσВk1 Р=πdср2SσВk2 |
| Низкие прямоугольные коробки(вытяжка в одну операцию) | - | Р=(2А+2В-1,72r) SσВkн |
| Высокие квадратные коробки (многооперационная вытяжка) | Первая и вторая Последняя | Как для цилиндрических изделий Р=(4В-1,72r) SσВkВ |
| Высокие прямоугольные коробки (многооперационная вытяжка) | Первая и вторая Последняя | Как для овальных коробок Р=(2А+2В-1,72r) SσВkВ |
| Вытяжка с утонением стенок(цилиндрические детали) | Вторая и последующие | Р=πdп(Sn-1-Sn)σВkу |
Примечание к таблице: Р- усилие вытяжки, кгс; d1и d2- диаметры цилиндрической детали на первой и второй операциях, считая по средней линии, мм; dк- меньший диаметр конической детали и 0,5 диаметра сферической детали, мм; dср1 и dср2 – средний диаметр овальных деталей после первой и второй вытяжки, мм; dп- наружный диаметр детали после n-ой операции вытяжки, мм; А и В – длина и ширина прямоугольной коробки, мм; r- радиус углового закругления коробки, мм; S- толщина материала, мм; Sn-1 и Sn – толщина стенки после n-1 и n-ой операций вытяжки, мм; k1, kф, k2, kн, kв – коэффициенты.
k1 изменяется в пределах 0,5-1,0; k2 – от 0,3 до 1,0; kф 0,3-1,0; kн 0,4-1,2; kв 0,4-1,0.
Усилие прижима для вытяжки деталей любой формы
 , (17)
, (17)
где Q- усилие прижима, кгс;
F- площадь прижима, мм2;
q- давление на прижиме, кгс/ мм2.
 (18)
(18)
Если прижима нет, то полное усилие процесса равно усилию вытяжки Р=Рвыт, если прижим присутствует, то полное усилие процесса будет равно сумме усилия вытяжки и усилия прижима
Р= Рвыт+ Q (19)
К энерго – силовым параметрам операции вытяжки относится также работу, которая определяется по формуле
 , (20)
, (20)
где А – работа, кгс*м.
С- коэффициент, изменяется в пределах от 0,6 до 0,8,
Рмах- максимальная работа процесса,
h- глубина вытяжки, мм.
Найденную работу вытяжки сравнивают с работой, которую может произвести пресс за один рабочий ход, последняя слагается из полезной энергии маховика и небольшой части энергии, отдаваемой электродвигателем.
Date: 2015-07-24; view: 5486; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |