Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Типичные поля остаточных напряжений в сварных соединениях
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ПРЯМОЛИНЕЙНЫХ ОДНО- И МНОГОПРОХОДНЫХ СВАРНЫХ СОЕДИНЕНИЯХ
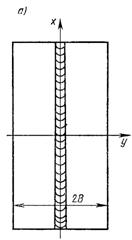
Для случаев однопроходной сварки встык с полным проплавлением пластин (рис. 11.11, а) из низкоуглеродистой стали распределение остаточных продольных напряжений sх в поперечном сечении имеет характерный вид, представленный на рис.
| 
| 
| 
|
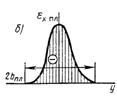
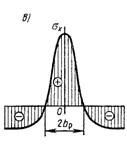
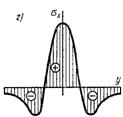
| а - вид сварного соединения | б – остаточные пластические деформации | в – остаточные продольные напряжения | г - остаточные продольные напряжении с учетом потери устойчивости |
Причина возникновения остаточных напряжений sх — остаточные пластические деформации укорочения eхпл в шве и околошовной зоне на ширине 2b (рис. 11.11,б).
В процессе сварки
на стадии нагрева происходят пластические деформации укорочения, а
на стадии охлаждения — пластические деформации удлинения.
Так как пластические деформации на стадии нагрева по абсолютной величине больше, чем на стадии охлаждения, остаточные пластические деформации представляют собой деформации укорочения.
Вследствие этого в шве и околошовной зоне на ширине 2b возникают остаточные растягивающие напряжения, имеющие максимальное значение sх mах в шве (рис. 11.11, в).
Эти напряжения уравновешены напряжениями сжатия в основном металле.
Приведенное на рис. 11.11, в распределение остаточных напряжений характерно для случаев, когда сварные пластины не теряют устойчивости, т. е. не нарушается их плоскостность. Это имеет место при сварке пластин в жестком приспособлении, препятствующем нарушению плоскостности, а также приближенно и при сварке пластин средней толщины 6...15 мм в свободном состоянии. При сварке менее жестких пластин (<6 мм), как правило, происходит потеря устойчивости, существенно изменяющая распределение напряжений, в особенности напряжений сжатия (рис. 11.11, г).
При сварке низкоуглеродистых сталей максимальные остаточные напряжения sх mах, как правило, близки к пределу текучести металла шва. Эпюра остаточных напряжений, приведенная на рис. 11.11,в, характерна для сварки пластин из низколегированной и аустенитной сталей, титановых сплавов или в общем случае для сварки металлов и сплавов, не претерпевающих структурных превращений при температурах Т<600...700 °С.
При сварке аустенитных сталей максимальные остаточные напряжения sх mах обычно превосходят предел текучести. Это, по-видимому, связано с большим коэффициентом линейного расширения, а как следствие, большой пластической деформацией, вызывающей упрочнение металла с образованием высоких значений продольных остаточных напряжений.
Остаточные напряжения в легированных сталях, претерпевающих структурные превращения на стадии охлаждения при низких температурах (Т<600...500 °С), могут иметь принципиально иной характер распределения.
При многопроходной сварке пластин встык в общем случае возникают остаточные напряжения — продольные sx, поперечные sу и в направлении толщины sz.
Однако при толщинах <40...80 мм сопротивление усадке металла по толщине незначительное, и поэтому напряжения sz малы.
При укладке каждого очередного валика многослойного шва формирование продольных напряжений sx качественно подобно однопроходной сварке. Последующие валики незначительно изменяют значение остаточных напряжений sx, и поэтому их распределение по толщине можно считать равномерным.
Формирование поперечных напряжений sу происходит вследствие поперечной усадки укладываемого валика и под сильным воздействием поперечной усадки последующих валиков. В связи с этим распределение напряжений sу по толщине отличается значительной неравномерностью.
Date: 2015-07-22; view: 590; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |