Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор метода обеспечения заданной точности собираемого изделия
Методы обеспечения заданной точности замыкающих звеньев размерных цепей изделий выбирает конструктор при разработке технического проекта (сборочного чертежа). От выбранного метода зависит себестоимость сборочных работ, последовательность технологического процесса сборки, количество повторяющихся разборок и сборок при выполнении технологического процесса сборки сборочной единицы, требуемое техническое оснащение рабочего места, трудоемкость сборочных работ, квалификация обслуживающего персонала.
Различают пять методов обеспечения заданной точности собираемого изделия, которые указаны ниже.
Метод полной взаимозаменяемости. Метод полной взаимозаменяемости возможен, если назначенный конструкторский допуск на замыкающее звено данной размерной цепи, рассчитанной на max и min, равен или больше суммы допусков составных звеньев  . Этот метод обеспечивает наиболее благоприятные условия для автоматизации сборочных работ. Конструкции, в которых реализован этот метод, наиболее ремонтопригодны, так как любая вышедшая из строя деталь может быть заменена аналогичной без дополнительных затрат.
. Этот метод обеспечивает наиболее благоприятные условия для автоматизации сборочных работ. Конструкции, в которых реализован этот метод, наиболее ремонтопригодны, так как любая вышедшая из строя деталь может быть заменена аналогичной без дополнительных затрат.
Метод неполной (частичной) взаимозаменяемости. Данный метод применяют, если условие полной взаимозаменяемости не выполняется и конструктором заданы более жесткие допуски. При этом допускают определенный риск получения брака (до 0,27 %). В этом случае можно применить метод неполной взаимозаменяемости, расширив допуски составляющих звеньев размерной цепи. При этом размерную цепь рассчитывают теоретико-вероятным методом.
Метод групповой взаимозаменяемости (селективная сборка). Данный метод применяют при высокой точности замыкающего звена малозвенной цепи. Селективная сборка обеспечивается при условии сортировки сопрягаемых деталей, изготовленных с увеличенным технологическим допуском, по группам, соответствующим конструкторским допускам.
Допуск посадки каждой группы определяется из следующего равенства:
То.к.+Тв.к.=(То.т.+Тв.т.)/n, где
То.к. и Тв.к. – конструкторские допуски на сопрягаемые поверхности отверстия и вала;
То.т. и Тв.т – аналогичные технологические допуски;
n – число групп.
Все данные по этому методу отображаются на сборочном чертеже. При реализации этого метода в автоматизированной сборке – увеличиваются затраты на сборочное оборудование для контроля, сортировки и хранения подобранных групп.
Метод регулировки. Применяя метод регулировки, в качестве замыкающего звена предусматривают компенсатор, регулируемый в процессе сборки (см. пример 4).
Компенсатор бывает 2-х видов:
- Жесткий, например, набор металлических колец-прокладок.
- Регулируемый, например, резьбовое соединение.
В конструкторской документации оговариваются предельные размеры для жесткого компенсатора и предельные размеры для регулируемого.
Пример 4. Качественная работа редуктора требует регулировки положения зубчатого колеса. Для осуществления такой регулировки применяют жесткий компенсатор – набор металлических колец. Меняя количество колец под крышками при сборке подшипникового узла, достигают требуемого положения зубчатого колеса, которое регулируют по пятну контакта, перемещением прокладок с одной крышки подшипника на другую (см. рис. 9).
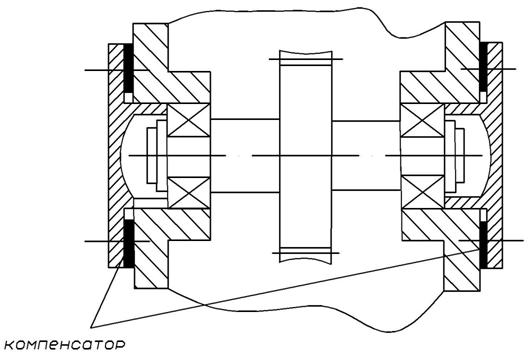
Рис. 9 Расположение компенсаторов в редукторе
Метод индивидуальной пригонки. При данном методе указывается поверхность с припуском на неё, которая обеспечивает точность замыкающего звена. По данной поверхности производится пригонка. Метод требует применения ручного труда высокой квалификации.
Date: 2015-07-23; view: 779; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |