Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Nilpeter FA-2500
Зміст
1. Характеристика підприємства та продукції.............................................................1
2. Характеристика основних та допоміжних матеріалів для даного типу продукції......................................................................................................................................2
3. Схема розміщення продукції на запроектованому форматі ЗМ.............................3
4. Технологічний процес виготовлення форм..............................................................4
5. Технологічний процес друкування на флексо машині FA-2500.............................5
6. Технічна характеристика обладнання, яке використовується для виготовлення етикеточної продукції...............................................................................................................6
7. Норми часу і виробітку при обслуговуванні флексо машини FA-2500.................7
8. Норми витрат основних матеріалів для друкування етикеточної продукції.....................................................................................................................................7
9. Схема будови основних вузлів машини..................................................................8
10. Схема організації робочого місця флексо машини FA-2500................................9
11. Технологічні розрахунки (кількість приладок, кількість основного матеріалу, кількість фарби).......................................................................................................................10
12. Охорона праці на робочому місці.........................................................................11
 1. Характеристика підприємства та продукції
1. Характеристика підприємства та продукції
Підприємство ЗАО «Технологія» загалом базується на виготовленні упаковочної та етикеточної продукції для різних сфер використання. А саме друк етикеток на таких матеріалах, як триплекс, фольга, поліетилен, поліпропілен, бумага(винна, термотоп, глянцева…). Також, випускається шампанська капсула, термоусадочний ковпачок.
На даному етапі розвитку ринкової економіки, не можливо обійтися без яскравої та помітної етикети або упаковки, зараз вся продукція, як харчового так і промислового використання транспортується в запакованому вигляді і готовому до продажі.
Для виготовлення якісної продукції дане підприємство має такі основні цеха:
1. Комп’ютерний відділ (цей відділ загалом базується на монтажі форм на їх замовленні та перевірці їх якості);
2. Друкарський цех (саме в цьому цеху і виготовляються різні види продукції(етикетки, ковпачки, матеріали…));
3. Складські приміщення (це приміщення призначається для зберігання готової продукції та матеріалів необхідних для роботи);
4. Адміністративний відділ (це керівничий відділ що відповідає за все виробництво та виконує адміністративні обов’язки).
 2. Характеристика основних та допоміжних матеріалів для даного типу продукції.
2. Характеристика основних та допоміжних матеріалів для даного типу продукції.
Для мого завдання я використовував такі флексографічні спиртові тріадні фарби: Yellow, Magenta, Cyan, та УФ фарбу Black, і УФ лак.
Спиртові фарби характерні тим що вони вироблені на спиртовій основі, це дає змогу використовувати теплові сушки (сушіння за допомогою гарячого повітря), також залежно від погодних умов та температури навколишньої середи дає змогу використовувати при низькій температурі прискорювачі (добавки які прискорюють висихання фарби на ЗМ, та запобігають недосиханню та відмарюваню), а при високій температурі уповільнювачі(добавки які уповільнюють висихання фарби на ЗМ та запобігають її пересихання). Також ці фарби мають властивість при змішуванні в певних пропорціях отримувати необхідний Пантон(це колір який не відноситься до тріадних кольорів (основних)). Недолік цих фарб в тому що вони засихають під час друку як на формі так і на анілоксових та дукторний валах. Висихання на анілоксовому валу зменшує фарбопередачу на форму тому, що фарба залишається в ячейках і засихає там.
УФ(Ультра Фіолетові) фарби характерні тим що вони сушаться тільки в УФ сушках, в яких фарба на ЗМ закріплюється за допомогою УФ проміння, ця фарба не висихає ні на формі ні на валах тому, що вона не вивітрюється, а сохне тільки під УФ промінням.
Фірма виробник тріадних фарб це «Flint» Торда звезда»
Фірма виробник фарби УФ-Black та УФ-лаку «SanChemical»
Друк відбувався на глянцевому самоклеющомусь папері шириною 130 мм. та товщиною 55 мкм.. Він характеризується блискучою поверхнею та нанесеним на зворотній стороні клеєм. Також, цей папір екологічно чистій, тому що він використовується для друку етикетки для харчової промисловості.
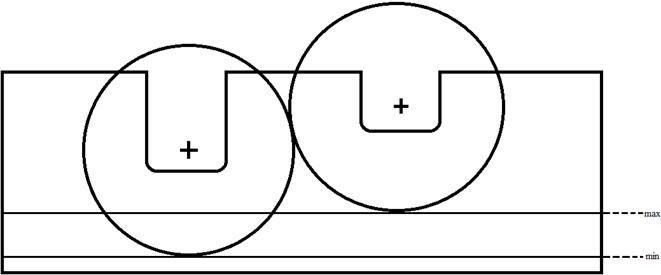
 3. Схема розміщення продукції на запроектованому форматі ЗМ:
3. Схема розміщення продукції на запроектованому форматі ЗМ:
Ми маємо форму розміром 282х125 на якій розміщено 5 етикеток в 2 потоки діаметром 55 мм..















|

 | |||
 |
4. Технологічний процес виготовлення форм:
1) Підготовляємо полімерну пластину до засвічування:
1.1. Беремо полімерну пластину та знімаємо захисний шар;
1.2. Беремо фотовивід та закріпляємо його на полімерній пластині;
1.3. Кладемо закріплені полімерну пластину та фотовивід у копіювальну машину;
 1.4. Час засвічування у копіювальній рамі залежить від характеру зображення що треба перенести на пластину, та якої висоти нам потрібні друкуючі елементи;
1.4. Час засвічування у копіювальній рамі залежить від характеру зображення що треба перенести на пластину, та якої висоти нам потрібні друкуючі елементи;
2) Обробка полімерної форми після засвічування:
2.1. Вимиваємо зруйнований полімерний шар;
2.2. Сушимо полімерну пластину;
3) Засвічуємо зворотню сторону полімерної форми для її надійного закріплення;
4) Після засвічування зворотньої сторони полімерна пластина готова до використання, як форма.
 5. Технологічний процес друкування на флексо машині FA-2500:
5. Технологічний процес друкування на флексо машині FA-2500:
1. Встановлюємо матеріал на вал розмотки;
2. Проводимо матеріал по машині;
3. Встановили втулку на вал намотки та закріпили на ній матеріал;
4. Підготовлюємо та встановлюємо дукторний, анілоксовий, формний та друкуючий валики;
4.1. Протираємо ацетатом від залишків фарби дукторний, анілоксовий та друкуючий валики;
4.2. На формний вал клеїмо тесу(двостороння липка плівка), а на тессу клеїмо форму;
5. Підготовлюємо фарбу та заповнюємо нею фарбові корита;
6. Починаємо друкувати на малій швидкості та робити приводку;
7. Зробили пробний відбиток та затвердили правильність виготовляємої етикетки у технолога або майстра;
7. Друкуємо тираж;
8. По закінченню друку тиражу вимикаємо машину та прибираємо робоче місце;
8.1. Вимкнули машину;
8.2. Зняли з валу намотки готову продукцію та та поклали її в необхідній контейнер;
8.3. Знімаємо всі вали, з формного вала знімаємо форму та відносимо у відповідне місце з формними валами, вимиваємо анілоксовий та дукторний вали та ставимо їх на піраміду з валами;
8.4. Знімаємо фарбове корито, зливаємо залишки фарби, вимиваємо його та ставимо назад;
9. Робимо необхідні записи у журналі робітника.
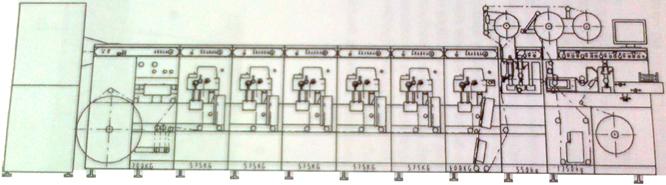
6. Технічна характеристика обладнання, яке використовується для виготовлення етикеточної продукції:
Nilpeter FA-2500
машина 6-ти секційна
загальна довжина 6 м. 16 см.
ширина 1950 см.
висота 1970 мм.
Машина важить 7 т. 418 кг.
пропускна ширина мат. 250 мм.
макс. Ширина друку 240 мм.
макс. Ширина мат. 250 мм.
мін. Ширина мат. 120 мм.
макс. Довжина друку Z 120(381 мм.)
мін. Довжина друку Z 44(139,7 мм.)
крок рапорту 3,175 мм.
товщина друк. Форми 1,7 мм.
товщина монтажної плівки(тесса) 0,38 мм.
швидкість друку макс. 175 м./хв.
мін 10 м./хв.
макс. Діаметр рулону на розмотуванні 800 мм.
на намотуванні 700 мм.
Висічка
макс. довжина висічки 120Z 381мм
мін. довжина висічки 44 Z 139,70 мм
крок рапорту 3,175 мм.
Макс. ширина висічки 230 мм
Вага 1400 кг
 |
7. Норми часу і виробітку при обслуговуванні флексо машини FA-2500:
Час на обслуговування машини:
настройка 1 секції (CMYK) ≈ 50 хв.
настройка змішаного кольору (Pantone, зразок) ≈ 100-200 хв.
Настройка секції висічки ≈ 50 хв.
Заміна рулону ≈ 40 хв.
Згідно паспортним даним машини ми друкуємо з сер. шв. 80 м./хв.
 8. Норми витрат основних матеріалів для друкування етикеточної продукції:
8. Норми витрат основних матеріалів для друкування етикеточної продукції:
Згідно місцевим нормам на 1000 м. пог. ЗМ використовуємо в середньому 500 г. фарби але у фарбове корито заливається не менше 1 л. фарби таким чином щоб фарба доторкалась до дукторного вала і не доставала до анілоксового.
 На налагоджування 1 друкуючої секції потрібно 10 м. ЗМ.
На налагоджування 1 друкуючої секції потрібно 10 м. ЗМ.
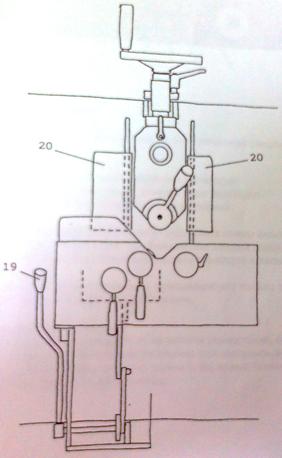
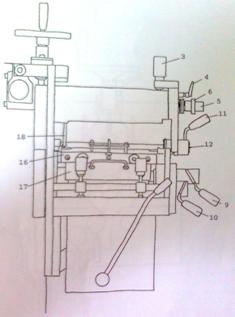
 9. Схема будови основних вузлів машини:
9. Схема будови основних вузлів машини:
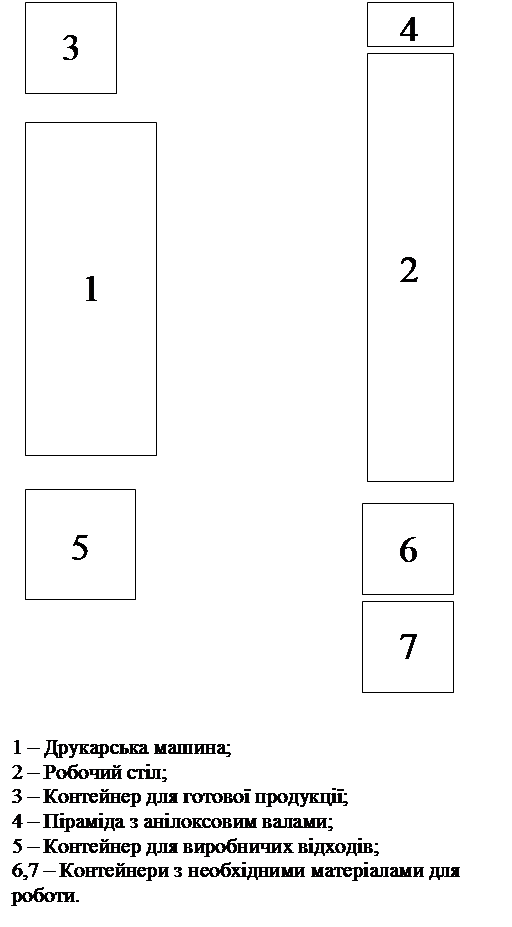
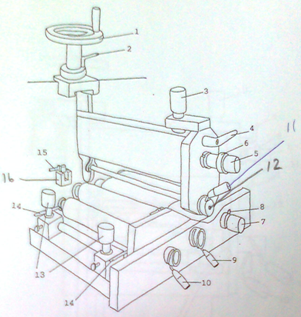 1. Рукоятка регулювання тиску;
1. Рукоятка регулювання тиску;
2. Фіксатор рукоятки регулювання тиску;
3. Рукоятка точного регулювання тиску ФЦ на ЗМ;
4. Фіксатор рукоятки точного регулювання тиску ФЦ;
5. Рукоятка регулювання поперечної приводки ФЦ;
6. Фіксатор рукоятки регулювання поперечної приводки ФЦ;
7. Рукоятка регулювання повздовжньої приводки ФЦ;
8. Фіксатор рукоятки регулювання повздовжньої приводки ФЦ;
9. Рукоятка для установки анілоксового вала;
10. Рукоятка для установки дукторного вала;
11. Рукоятка, зміщена з віссю ФЦ;
12. Отвір для введення змазки;
13. Регулятор положення анілоксового вала відносно ФЦ;
14. Регулятор положення дукторного вала відносно анілоксового вала;
15. Фіксатор ракеля;
16. Держатель ракеля;
17. Кожух валів;
18. Тяга регулювання поперечної приводки;
19. Рукоятка переміщення фарбового ящика вгору/вниз;
20. Захисний кожух.
 10. Схема організації робочого місця флексо машини FA-2500:
10. Схема організації робочого місця флексо машини FA-2500:

11. Технологічні розрахунки (кількість приладок, кількість основного матеріалу, кількість фарби):
1)Розраховуємо кількість приладок за формулою
1*5
 Пр = = 0,83 ≈ 1 пр.
Пр = = 0,83 ≈ 1 пр.
6
Кількість форм 4 шт. =˃ фарбовість етикетки 4 кольори
2)Мені потрібно знайти кількість ЗМ(в м. пог.), відомо, що тираж 50 тис. етикеток, на формі знаходиться 10 етикеток виходячи з цього ми можемо розрахувати необхідну кількість ЗМ на даний тираж:
z*3,175 96*3,175

 T= *t = *50 =1524 (м. пог.)
T= *t = *50 =1524 (м. пог.)
 K 10
K 10
Т – кількість ЗМ в м. пог.
Z – кількість зуб’їв на шестерні
K – кількість етикеток на формі
t – тираж в тис. шт.
Знаходимо кількість ЗМ (в кг.), мені відомо, що в рулоні 130 ширини довжина 2000 м. та його вага 42 кг., а довжина ЗМ – 1524 м. виходячи з цього я можу знайти:
|

 42 кг. = 2000 м.
42 кг. = 2000 м.
Х кг. = 1524 м.
|
1 хв. – 80 м.
 Х хв. – 1524 м.
Х хв. – 1524 м.
Але це ще не кінцевий результат це час тільки на саме друк тиражу без приладки, приводки…
Час на настройку 1 секції – 50 хв.
секції висічки – 50 хв.
Отже виходить 20 хв. + 5*50 хв. + 50хв. = 320 хв. = 5 год. 20 хв.
|
 1000 м. пог. – 500 г.
1000 м. пог. – 500 г.
 1524 м. пог. – Х г.
1524 м. пог. – Х г.
Date: 2015-07-23; view: 788; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |