Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Источники питания для сварки
Введение
Электродуговая сварка плавлением классифицируется по следующим основным признакам:
- По роду тока сварки - на переменном и постоянном токе.
- По виду полярности при сварке на постоянном токе - сварка на прямой полярности ("плюс" на свариваемой детали) и на обратной полярности ("плюс" на электроде).
- По типу используемых электродов - плавящимися металлическими и неплавящимися (вольфрамовыми или угольными) электродами.
- По способу защиты зоны сварки - штучными плавящимися электродами с покрытием (защита парами минеральных покрытий электродов), под флюсом, в среде защитных газов (инертных или активных), самозащитными порошковыми проволоками.
- По степени механизации - ручная, механизированная (полуавтоматическая), автоматическая.
В технической литературе часто встречаются общепризнанные аббревиатуры, обозначающие различные способы сварки. Приведём некоторые из них:
MMA (Manual Metal Arc) - ручная дуговая сварка штучными металлическими плавящимися электродами с покрытием;
MIG/MAG (Mechanical Inert/Active Gas) - механизированная (полуавтоматическая) сварка в среде защитных газов (инертных или активных);
TIG (Tungsten Inert Gas) - сварка неплавящимся (вольфрамовым) электродом в среде инертных защитных газов, например, так называемая аргоно-дуговая сварка.
Источники питания для сварки
1.1 Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
На рис.1 показаны вольт-амперные характеристики дуги, представляющие собой зависимость между напряжением UД и током IД при различной длине дуги l (l2 > l1). Вольт-амперная характеристика дуги нелинейна, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
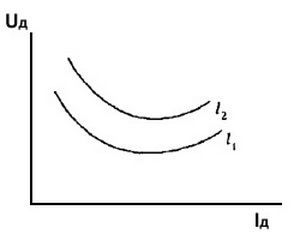
Рис.1 Вольт-амперные характеристики дуги
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома - ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги. При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углегислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Рассмотрим особенности выбора внешней характеристики источника питания для различных способов сварки.
Date: 2015-07-23; view: 409; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |