Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Виды допусков формы
Виды допусков, их обозначение и изображение на чертежах приведены в табл. 3.1 и 3.2. Числовые значения допусков в зависимости от степени точности приведены в приложении 2.
Выбор допусков зависит от конструктивных и технологических требований и, кроме того, связан с допуском размера. Поле допуска размера для сопрягаемых поверхностей ограничивает также и любые отклонения формы на длине соединения. Ни одно из отклонений формы не может превысить допуска размера. Допуски формы назначают только в тех случаях, когда они должны быть меньше допуска размера. Примеры назначения допусков формы, рекомендуемые степени точности и соответствующие им способы обработки указаны в табл. 3.3.
Таблица 3.1
| № п/п | Вид допуска и его обозначение по ГОСТ 24642—81 | Изображение на чертеже |
| 1 | Допуск цилиндричности TFZ | 
|
| 2 | Допуск крутости TFK | |
| 3 | Допуск профиля продольного сечения цилиндрической поверхности TFP | |
| 4 | Допуск плоскостности TFE | |
| 5 | Допуск прямолинейности TFL |
Таблица 3.2

Таблица 3.2 (продолжение)
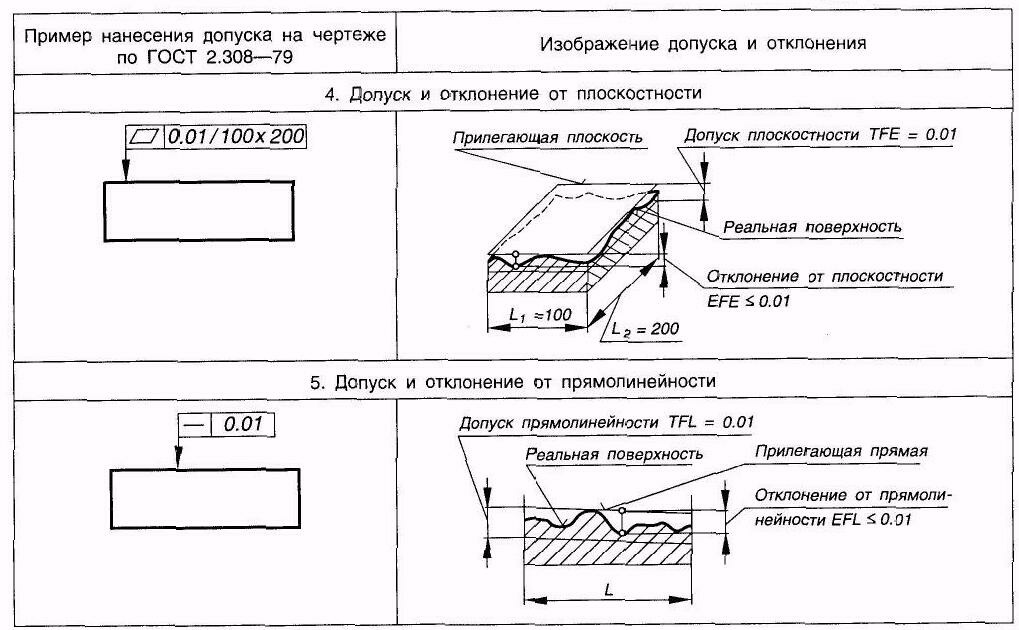
Таблица 3.3
| Степень точности | Примеры применения | Способ обработки |
| 1—2 | Шарики и ролики, посадочные поверхности для подшипников качения классов точности 2 и 4. Детали особо точных плунжерных и золотниковых пар. Измерительные и рабочие поверхности особо точных средств измерения. Направляющие прецизионных станков | Доводка, тонкое шлифование, суперфиниширование |
| 3—4 | Дорожки качения, посадочные поверхности для подшипников качения классов точности 5 и 6, а также сопрягаемые с ними посадочные поверхности валов и корпусов. Подшипники жидкостного трения. Плунжеры, золотники, втулки и другие детали гидравлической аппаратуры, работающие при высоких давлениях без уплотнений. Измерительные и рабочие поверхности средств измерения нормальной точности. Направляющие станков повышенной точности | Доводка, тонкое шлифование, хонингование, алмазное растачивание, шабрение повышенной точности |
| 5—6 | Дорожки качения, посадочные поверхности для подшипников качения класса точности 0, а также сопрягаемые с ними посадочные поверхности валов и корпусов. Подшипники скольжения, поршни, гильзы. Плунжеры, золотники, втулки и другие детали гидравлической аппаратуры, работающие при средних давлениях без уплотнений. Направляющие станков нормальной точности | Шлифование, хонингование, чистовое точение и растачивание, тонкое развертывание, протягивание |
| 7—8 | Подшипники скольжения крупных гидротурбин, редукторов. Цилиндры, гильзы, поршни и поршневые кольца автомобильных и тракторных двигателей. Разметочные плиты. Направляющие прессов. Ползуны | Чистовое обтачивание и растачивание, развертывание, протягивание, зенкерование, фрезерование, строгание |
| 9—10 | Подшипники скольжения при малых скоростях. Поршни и цилиндры насосов низкого давления с мягкими уплотнениями. Стыковые поверхности траверз и станин прокатных станов. Присоединительные поверхности арматуры, фланцев стаканов с использованием мягких прокладок | Обтачивание и растачивание, сверление, литье под давлением, фрезерование, строгание, долбление |
| 11—12 | Неответственные рабочие поверхности механизмов пониженной точности. Базовые поверхности столов, рамок, рольгангов, планок в литейных машинах | Грубая механическая обработка всех видов |
3.1.4. Отклонения и допуски расположения поверхностей
Отклонением расположения ЕР называется отклонение реального расположения рассматриваемого элемента от его номинального расположения. Под номинальным понимается расположение, определяемое номинальными линейными и угловыми размерами.
Для оценки точности расположения поверхностей, как правило, назначают базы.
База — элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому задается допуск расположения рассматриваемого элемента, а также определяется соответствующее отклонение.
Допуском расположения называется предел, ограничивающий допускаемое значение отклонения расположения поверхностей.
Поле допуска расположения ТР — область в пространстве или заданной плоскости, внутри которой должен находиться прилегающий элемент или ось, центр, плоскость симметрии в пределах нормируемого участка, ширина или диаметр которой определяется значением допуска, а расположение относительно баз — номинальным расположением рассматриваемого элемента.
Date: 2015-06-11; view: 1852; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |