Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Гост 1050-88
| Плотность | 7826 кг/м3 | ||||||
| Назначение | Оси, фланцы – без термообработки; валики, винты, штифты – после закалки и низкого отпуска; детали применяются после нормализации, улучшения, закалки | ||||||
| Модуль упругости | E=206000 МПа | ||||||
| Модуль сдвига | G=74000 Мпа | ||||||
| Свариваемость | Ограниченно свариваемая. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка. КТС без ограничений. | ||||||
| Kvmet | 1.000 | ||||||
| Xmat | 0.100 | ||||||
| Kshl | 0.900 | ||||||
| Температура ковки | Начала ковки-1280º С, конца ковки-750º С. Заготовки сечением до 800 мм охлаждаются на воздухе. | ||||||
| Химический состав | Кремний: 0.17-0.37, Марганец: 0.50-0.80, Медь: 0.25, Никель: 0.25, Сера: 0.04, Углерод: 0.32-0.40, Фосфор: 0.035, Хром: 0.25, Мышьяк: 0.08 | ||||||
| Склонность к отпускной способности | Не склонна | ||||||
| Механические характеристики | |||||||
| Состояние |  В ,Мпа В ,Мпа
| Т,Мпа
|  , % , %
|  ,% ,%
| НВ | Доп. | |
| Нормализованная | - | ||||||
| Закалка 850º (вода), отпуск 200 º | - | ||||||
В ТТ отмечено, что допускается сталь 45 ГОСТ тот же.
1.2. Анализ поверхностей детали:
Таблица.1
| Номер по порядку | Наименование поверхности | Станок | Инструмент | Точность размеров | Шероховатость поверхности | Операция и ее переходы с припусками z |
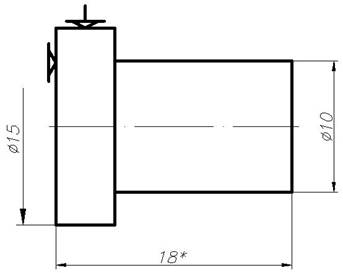
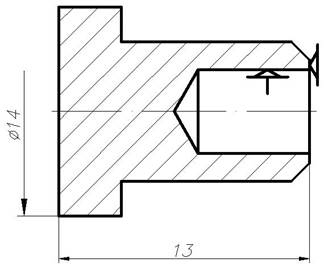
| Цилиндрическая Ø=14-0,5 мм, l =13+0,5 мм | Токарный | Резец | IT 10 | Ra 40 | Токарная: черновой и чистовой проходы | |
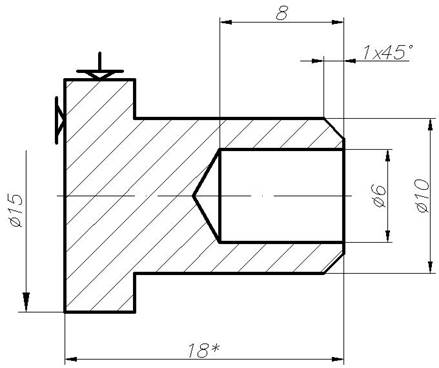
| Jndthcnbt Ø=6+0,5 мм, l =8+1 мм | Токарный | Сверло | IT 10 | Ra 20 | Токарная: сверление | |
| Торец | Токарный | Резец | IT 11 | Ra 20 | Токарная: чистовой проход | |
| Циллиндричес-кая | Токарный | Резец | IT 11 | Ra 40 | Токарная: черновой и чистовой проходы | |
| Торец | Токарный | Резец | IT 11 | Ra 20 | Токарная: черновой проход | |
| Коническая (факса) | Токарный | Резец | IT 11 | Ra 40 | Токарная: черновой проход |
1.3. Для данной марки материала детали выбираем рекомендованный инструментальный материал:
Таблица 2
| Материал детали | σр, МПа | HRC | Материал инструмента |
| Детали из теплопрочных и теплостойких сталей | 500-900 | 35-39 | Инструменты из углеродистой стали |
1.4. Выбираем исходную заготовку для изготовления будущей детали:
Таблица 3
| Вид заготовки | Точность IT | Rz, мкм | Н, наруш. слоя, мкм |
| Прокат холодно-катанный калиброванный | 8-11 | 20-30 | 50-70 |
1.4. За технологическую базовую поверхность принимаем поверхность Ø6.
1.5. Составляем маршрутный технологический процесс (МТП) изготовления детали:
Таблица 4
| Номер операции | Операция |
| Заготовительная: пруток калиброванный обычной точности Ø 15 мм, l =20 мм Допускается Сталь 45 ГОСТ 1050-88 | |
| Слесарная. Подготовка к термической операции | |
| Термическая. Закалить до 35…39 HRC | |
| Пескоструйная | |
| Контрольная | |
| Токарная, переходы: 1-подрезать торец как чисто 2- центровать отверстие 3-ввести центр задней бабки 4-точить Ø 10-0,5 обеспечив длину 11+1 5-снять фаску 1х45º 6-сверлить Ø 6+0,5 обеспечив длину 8+1 7-переустановить деталь, забазировавшись по Ø 6 8-подрезать торец под длину 13-0,5 | |
| Контрольная. Контроль размеров | |
| Гальваническая. Покрытие C9hr | |
| Контрольная | |
| Упаковочная. Упаковать |
1.6. Разработка операционной технологической карты на токарную операцию (№25).
1. Операция № 25 Токарная (переход 1 – 4)
Оборудование: Станок токарный тип 1 К62 ГОСТ 13282-81, N=5кВт.
Приспособление: 3-х кулачковый патрон. Ømax = 300 мм.
Инструмент: Резец проходной левый. Р18.
2. Операция № 25 Токарная (переход 5-6)
Оборудование: Станок токарный тип 1 К62 ГОСТ 13282-81, N=5кВт.
Приспособление: 3-х кулачковый патрон. Ømax = 300 мм.
Инструмент: 1) Резец подрезной левый.
2) Сверло центровочное Ø6.
3. Операция № 25 Токарная (переход 7 – 8)
Оборудование: Станок токарный тип 1 К62 ГОСТ 13282-81, N=5кВт.
Приспособление: 3-х кулачковый патрон. Ømax = 300 мм.
Инструмент: Резец проходной левый. Р18.
Резец подрезной правый. Р18.
| Номер перехода | Название перехода | Скорость вращения (м/мин) | Глубина резания (мм/об) | Тосн. (мин) | Т всп. (мин) | Тшт. (мин) |
| Подрезать торец как чисто | - | |||||
| Центровать отверстие | - | - | - | |||
| Ввести центр задней бабки | - | - | - | |||
| Точить Ø10-0,5, обеспечив длину 11+1 | 0.5 | - | ||||
| Снять фаску 1х450 | - | |||||
| Сверлить Ø6+0,5, обеспечив длину 8+1 | - | |||||
| Переустановить деталь, забазировавшись по Ø6 | - | - | - | |||
| Подрезать торец под длину 13-0,5 | 0,5 | - |
1.7. Список используемой литературы:
1. Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и д.р. Под. общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - 3-е изд., переработ. и доп. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. 648 с.
2. Теоретические основы технологии ракетостроения: Учеб. пособие для вузов / В.А. Тарасов, Л.А. Кашуба. М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. 352.
| <== предыдущая | | | следующая ==> |
| Діагностика | | | Мои конкурентные преимущества |
Date: 2015-07-01; view: 701; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |