Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Способы сборки
Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала.
Прессование ‑ распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения их торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением.
Срезание шероховатостей посадочных поверхностей устраняется полностью при сборке по методу нагревания втулки (до 200…400°С) или охлаждения вала (твердая углекислота -79°С, жидкий воздух -196°С). Недостатком метода нагревания является возможность изменения структуры металла появление окалины и коробления. Метод охлаждения свободен от этих недостатков.
2 Расчёт прочности соединения посадкой с гарантированным натягом
Соединение с гарантированным натягом может быть нагружено растягивающейй силой, изгибающим моментом и крутящим моментом.
Условие прочности соединения при нагружении осевой силой:
 (1)
(1)
где р ‑ давление на поверхность контакта;
K = 1,5 ‑ коэффициент запаса;
f – коэффициент трения в соединении (f = 0,12 – при шлифовании; f = 0,15 ‑ при чистовом точении; f = 0,32 ‑ для оцинкованных и азотированных поверхностей; f = 0,4 — для оксидированных поверхностей; f = 0,48 ‑ при использовании абразивных микропорошков).
Условие прочности соединения при нагружении крутящим моментом:
 (2)
(2)
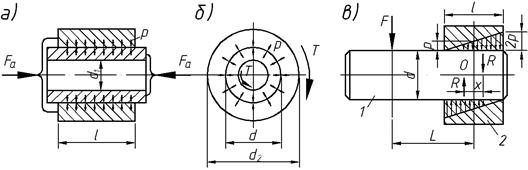
а) нагружение осевой силой; б) нагружение крутящим моментом;
в) нагружение изгибающим моментом;
Рисунок 3 – Виды нагружения соединений с гарантированным натягом
При совместном действии крутящего момента T и осевой силы  :
:
 (3)
(3)
где  ‑ окружная сила.
‑ окружная сила.
Изгибающий момент, которым может быть нагружено соединение, определяют на основе следующих расчетов.
Действие момента (  ) вызывает в соединении деталей 1 и 2 такое перераспределение давления р, при котором внешняя нагрузка уравновешивается моментом внутренних сил
) вызывает в соединении деталей 1 и 2 такое перераспределение давления р, при котором внешняя нагрузка уравновешивается моментом внутренних сил  .
.
Составляя расчетные зависимости, полагают, что поворот детали 1 происходит вокруг центра тяжести соединения ‑ точки О, а первоначальная равномерная эпюра давлений (на чертеже показана штриховой линией) переходит в треугольную, или трапецеидальную. Кроме того, не учитывают действие силы F, перенесенной в точку О, как малое в сравнении с действием момента М. Максимально давление изменяется в плоскости действия нагрузки. При некоторой величине нагрузки эпюра давления из трапеции превращается в треугольник с вершиной у края отверстия и основанием, равным 2р. Этот случай является предельным, так как дальнейшее увеличение нагрузки приводит к появлению зазора. Учитывая принятые положения, можно записать
 (4)
(4)
где R ‑ равнодействующая давлений на поверхностях верхнего и нижнего полуцилиндров.
Величина этой равнодействующей определяется давлением р посадки и не изменяется от действия изгибающего момента:
 (5)
(5)
Плечо  . Подставляя данные, получаем:
. Подставляя данные, получаем:
 (6)
(6)
Для обеспечения необходимого запаса прочности соединения на практике принимают:
 (7)
(7)
По теории расчета толстостенных цилиндров, удельное давление на поверхности контакта связано с натягом зависимостью
 (8)
(8)
где N ‑ расчетный натяг;
С 1 и С 2 ‑ коэффициенты:
 ;
;  (9)
(9)
 и
и  ‑ модули упругости материалов вала и втулки (для стали
‑ модули упругости материалов вала и втулки (для стали  = 2,1·1011 Па);
= 2,1·1011 Па);
 и
и  ‑ коэффициенты Пуассона материалов вала и втулки (для стали
‑ коэффициенты Пуассона материалов вала и втулки (для стали  = 0,3).
= 0,3).
Date: 2015-06-11; view: 346; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |