Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Машина дражувальна
 Машина призначена для нарощування цукрового чи іншого шару на поверхні простих виробів.
Машина призначена для нарощування цукрового чи іншого шару на поверхні простих виробів.
Машина складається з станини, редуктора і казана, встановленого під кутом 15° до горизонту.
ТЕХНІЧНА ХАКТЕРИСТИКА
Продуктивність, кг/год -150-200
Одночасне завантаження, кг -10-15
Частота обертання, об/хв. -20;25;30
Електродвигун:
тип -АОЛ2-21-24
потужність,кВт -1,1
Габаритні розміри, мм -1960×1000×1390
Маса, кг -210
Казан машини виготовлено з нержавіючої сталі. У казан завантажують круп’яні палички у кількості 10-15 кг. Завантажені палички при обертанні котла перекатуються по площині, утвореній природнім кутом нахилу. Завдяки нахилу осі обертання котла до горизонту, вироби розкатуються в сторони по поверхні, що розширюється до низу, а потім опускаються вниз прискорено в потоці.
При обертанні котла вироби рівномірно посипаються цукровою пудрою, чи глазур’ю або поливаються сиропом. Тривалість обробки 3-5 хв.
Готові підсушені вироби фасують у плівкові пакети. При фасуванні виробів насипом (рис. 1) стрічка 4 термоспаюваного целофану, заправлена між вертикальною направляючою 3 і формуючим циліндром 2, при протягуванні вниз, згортається в трубку. Подовжній шов 6 пакетної трубки, що утворюється при цьому, притискається і прогрівається електропраскою 5 при температурі 120-130 °С. Тим самим забезпечується склеювання подовжнього шва.
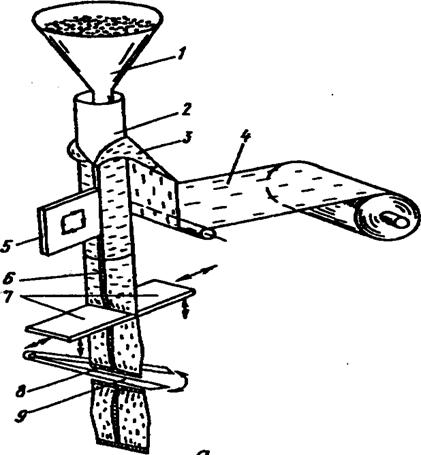
Рис.1 Фасування виробів у плівковий матеріал
1 –дозатор; 2 –формуючий циліндр; 3 –вертикальна направляюча; 4 –стрічка термоспаюваного целофану; 5 –електропраска; 6 –подовжній шов; 7 –електронагрівник; 8 –поперечний шов; 9 – ножиці.
Потім обжимається, нагрівається і склеюється поперечний шов трубки електронагрівником 7, що одночасно стягує трубку вниз. З дозатора 1 машини в трубку надходить продукт. Далі обжимається, нагрівається і склеюється поперечний шов 8 трубки над продуктом. Заповнений продуктом пакет відрізається ножицями 9 посередині верхнього склеєного поперечного шва 8. При цьому нижній заклеєний торець пакетної трубки стає денцем наступного пакета.
Готові пакети надходять на прийомний лоток.
Date: 2015-07-17; view: 396; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |