Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Формирование рамных шипов
Брусковые детали часто используются для формирования рамок с помощью шипов и проушин. Используемые для этой цели шипы называются рамными.
Рамные шипы и проушины формируют на шипорезных станках. Шипорезные станки для формирования рамных шипов и проушин бывают односторонние и двусторонние. Шипорезные станки в зависимости от технологии формируют по принципу агрегатирования. Они имеют агрегатные силовые головки, закрепляемые на отдельных суппортах. Некоторые переходы технологической операции формирования шипов и проушин осуществляются последовательно путем перемещения заготовки с одной позиции к другой.

Рисунок 5.1 – Схема обработки
Точность изготовления детали зависит от точности ее предварительного торцевания. При формировании шипов фрезерными головками резание производят поперек волокон и по торцам.
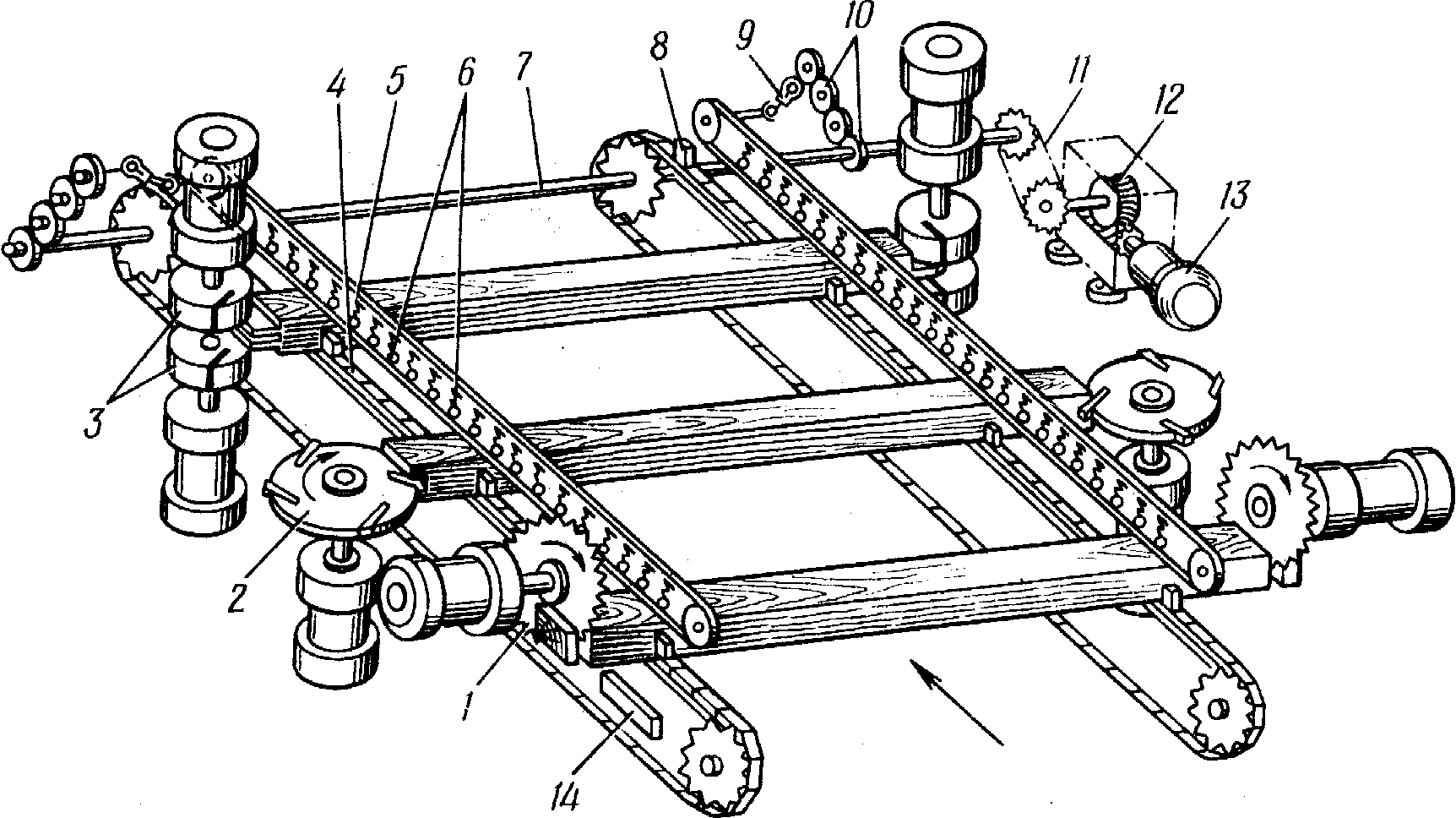
1—пила; 2—дисковая фреза; 3—шипорезные фрезы; 4—конвейерная цепь; 5— клиновой ремень; б—ролики прижимные; 7 — вал; в—упор; 9 — карданная передача; 10 — зубчатая передача; 11— цепная передача; 12 — червячный редуктор; 13 - электродвигатель; 14 — торцовый упор
Рисунок 5.2 - Двусторонний шипорезный станок ШД10-8
Наиболее часто встречающийся дефект— скалывание углов шипа со стороны задней кромки у последнего бруска. Для предупреждения этого пользуются подпорным бруском, который устанавливают на каретке у направляющей линейки. Такой закладной брусок лучше изготовлять из древесины твердых пород.
Точностью формирования шипов и проушин обеспечивается точность исполнения всех последующих операций по окончательной механической обработке заготовок и определяется окончательная точность детали и изделия. Большое влияние на точность формирования шипов, кроме состояния станка и точности настройки, оказывают условия базирования заготовок на каретке. Особое внимание этим вопросам необходимо уделять при использовании станков с ручной подачей и ручным базированием базированием.
Средняя точность изготовления рамных шипов зависит от номинального размера шипа по толщине и используемого станка: предельные отклонения изменяются от ±0,2 до ± 0,6 мм. Отклонения по углу между плоскостью заплечиков шипа и кромкой бруска ± 2°.
Шипы, формируемые на концах прямоугольных заготовок, имеют форму сечения в виде прямоугольника. У срединных шиповых соединений гнездо изготавливается обычно сверлами или концевыми фрезами, поэтому ограничивающие гнездо поверхности получаются закругленными по радиусу сверла или концевой фрезы. Для получения плотного соединения при сопряжении такого гнезда с плоским шипом необходимо закруглить его кромки по радиусу сверла соответственно торцовой стенке гнезда. Для этого пользуются методом обжима шипа в прессформе. Необходимое усилие обжима обеспечивается пневмоцилиндром или эксцентриковым прессом.
Date: 2015-07-17; view: 785; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |