Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Структура технических операций
Производительность технологических операций в значительной степени зависит от их структур, определяемых количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка), количеством инструментов, используемых при выполнении операции (одно- или многоместная обработка), и последовательностью работы инструментов при выполнении операции.
Одноместная и последовательная одним инструментом

| 
|
Рисунок 8.1 - Схемы одноместной последовательной одноинструментной обработки (1,2 – номера ходов инструмента (а); 1,2,3,4 – последовательность положений сверла (г))
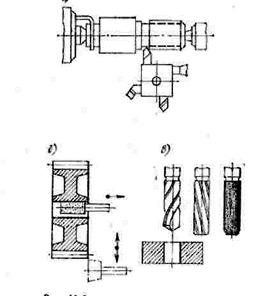
Рисунок 8.2 – Схемы одноместной последовательной многоинструментной обработки сменяемым инструментом
Одноместная последовательная многоинструментальная обработка сменяемым инструментом не дает возможности совмещения основного времени обработки отдельных поверхностей и отдельных переходов, поэтому основное время То технологической операции, определяется суммой основных времен всех переходов операции

Вспомогательное время Тв складывается:
- из времени на установку и снятие заготовки Тус.
- из времени на управление станком (включение и отключение станка, переключение скоростей и подач, перемещение суппортов, а при обработке на станках с ЧПУ на время индексации Тинд., состоящее на перемещение частей станка в новые исходные позиции и фиксацию
Вспомогательное время записывается формулой:
Тв= Тус+Туп+Тинд
При последовательной многоинструментальной обработке сменяемым инструментом Тинд заменяется временем Тс.и., учитывающим затраты времени на смену инструмента.
При одновременной последовательной многоинструментальной обработке заготовок на станках типа «обрабатывающий центр»
Тв=Тус+Туп+Тинд+Тс.и.
В тех случаях, когда время контрольных измерений обрабатываемой заготовки Тизм. Не может быть перекрыто основным временем, то оно добавляется в формулах.
Многоместные схемы обработки дают возможность совмещения как основного, так и вспомогательного времени, поэтому они обеспечивают достижение наивысшей производительности.

Рисунок 8.3 – Схемы одноместной параллельной многоинструментной обработки
При многоместной параллельной многоинструментальной обработке с одновременной установкой заготовок.

Рисунок 8.4 – Схемы многоместной параллельной многоинструментной обработки с одновременной установкой заготовок
Затраты основного и вспомогательного времени распределяются между Z одновременно обрабатываемыми заготовками.


При многоместной последовательной обработке с одновременной установкой заготовок не дает возможности совмещения основного времени обработки заготовок и То определяется по формуле

где Тоi – основное время обработки каждой заготовки;
Z – число одновременно обрабатываемых заготовок.

Рисунок 8.5 – Схемы многоместной последовательной обноинструментной обработки с одновременной установкой заготовок:
а – обтачивание колец; б – сверление пачки тонких заготовок;
в – фрезерование заготовок, установленных вдоль движения подачи;
г – нарезание зуба шестерен
При многоместной последовательной обработке с раздельной установкой заготовок
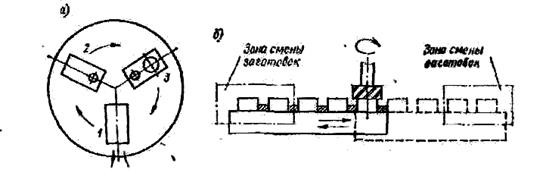
Рисунок 8.6 – Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок:
а – обработка отверстий на вертикальном полуавтомате (1 – позиция загрузки и съема заготовок; 2 – позиция сверления малого отверстия;
3 – позиция сверления большого отверстия); б – маятниковое фрезерование (снятие обработанных и установка новых заготовок производится одновременно с фрезерованием на движущемся столе)
Позволяет совмещать время установки заготовок с основным временем, значительно сокращая вспомогательное время, тогда
Тв= Туп или в необходимых случаях
Тв = Туп + Тинд
Основное время определяется как при одноместной обработке.
Многоместная параллельно – последовательная обработка с непрерывной установкой и сменой обрабатываемых заготовок на станке обеспечивает наивысшую производительность обработки, т. к. дает возможность осуществить полное совмещение и перекрытие вспомогательного времени основным, поэтому в данном случае Тв = 0.
Основное время в этом случае определяется делением времени одного оборота стола или барабана на число установленных на нем заготовок.

Рисунок 8.7 – Схемы многоместной параллельно-последовательной обработки с непрерывной сменной заготовок: а – непрерывное фрезерование;
б – фрезерование торцов валиков
Date: 2016-08-31; view: 422; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |