Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основной геометрический параметр цепи – шаг t, основная силовая характеристика – разрушающая нагрузка Fразр.
Пример условного обозначения роликовой однорядной цепи с шагом цепи
t =19,05 мм и разрушающей нагрузкой Fразр = 31,8 кН:
Цепь ПР-19,05-3180 ГОСТ 13568-97.
Втулочные цепи. Однорядные ПВ и двухрядные 2ПВ шага 9,525 мм по ГОСТ 13568-97 не имеют роликов. Это снижает их стоимость, но увеличивает износ цепи и звездочек, что ограничивает их применение.
Зубчатые цепи (рис. 4.2.5) состоят из набора пластин 1, шарнирно соединенных с сегментными валиками 2. Чтобы исключить боковое сползание цепи со звездочек, применяют направляющие пластины 3. К достоинствам зубчатых передач следует отнести плавность и бесшумность работы при высоких скоростях (до 35 м/с), к недостаткам – сложность изготовления, высокую стоимость и сравнительно большую массу. Типы и основные параметры зубчатых цепей установлены ГОСТ 13552-81, параметры зубьев звездочек ГОСТ 13576-81.
Условное обозначение приводной зубчатой цепи типа 1 ( с односторонним зацеплением) с шагом t = 19,05мм, разрушающей нагрузкой Fразр = 74 кН и рабочей шириной b = 45 мм:
Цепь ПЗ-1-19,05-74-45 ГОСТ 13552-81.
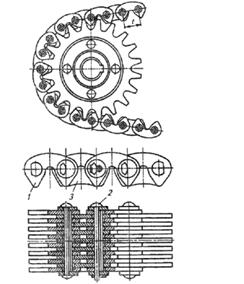
Рис. 4.2.5. Зубчатая цепь
Материалы для изготовления цепей и звездочек. Детали цепей изготовляют из стального холоднотянутого проката: пластины – из сталей 45, 50, 40Х, 40ХН и других с последующей закалкой до твердости HRC≥ 32; валики, втулки и ролики из сталей 15, 15Х, 20Х, 12ХНЗА, 38ХМЮА с последующей цементацией или азотированием до твердости HRC 5…63. Для пластин цепей типов ПРД и ПРИ допускается применение горячекатаного проката. Для звездочек используют стали 40, 45, 40Х с закалкой ТВЧ и выполнением условия по твердости HRC≥ 45 или низкоуглеродистые стали 15, 15Х, 20, 20Х, 12ХНЗА и др. с цементацией до твердости HRC 54… 62; для звездочек больших размеров – стальное литье 45Л. Звездочки тихоходных (v < 2 м/с) и малонагруженных передач изготовляют из чугуна СЧ 18, СЧ 20 с термообработкой до HRC 35.
Натяжение цепи. При эксплуатации цепных передач необходимо постоянно контролировать натяжение цепей и расположение в одной плоскости ведущей, ведомой и натяжной звездочек. Натяжение цепи регулируют, перемещая одну из звездочек. Натяжную звездочку располагают как внутри, так и снаружи контура цепи. Натяжение считается нормальным (ГОСТ 13568-97), если при межосевом расстоянии передачи а = 1000 мм стрела провисания ведомой ветви цепи f = 40 мм ± 10 мм при приложении усилия 160Н±10Н. При увеличении или уменьшении а на каждые 100 мм f соответственно увеличивается или уменьшается на 4 мм ± 1 мм.
Смазывание. Способ смазывания зависит от условий эксплуатации передачи. При скорости до 4 м/с цепь периодически смазывают с помощью ручной масленки индустриальным, цилиндровым или трансмиссионным маслом. Жидкая смазка способствует проникновению абразивных частиц в шарниры цепи и ускоряет процесс изнашивания. В тяжело нагруженных приводных передачах используют солидол, пластичную смазку ЦИАТИМ-201, что значительно повышает ресурс работы передачи, и графитную смазку БВН-1.
Перспективными считают цепи, трущиеся поверхности которых покрыты антифрикционными материалами, не требующими смазывания.
Защитные устройства. Рекомендуется использовать кожухи из листовой стали, защищающие передачу от пыли и грязи, обеспечивающие безопасность, снижающие шум, или из сетки только для защиты обслуживающего персонала.
Хранение. При подготовке к хранению цепи очищают. В процессе наружного осмотра выбраковывают звенья с трещинами или выкрашиванием металла, а также звенья, в наружных пластинах которых проворачиваются валики, а во внутренних – втулки. Затем с помощью специальных приспособлений проверяют удлинение цепи на десяти звеньях в трех равномерно расположенных по всей длине зонах. Предельное увеличение среднего шага цепи по сравнению с номинальным значением должно быть не более 4 %. Годные к дальнейшей эксплуатации цепи проваривают в отработанном автотракторном масле при температуре 90 °С в течение 15 мин, затем скатывают в рулон и хранят на складе. Для защиты от коррозионных воздействий цепи упаковывают в промасленную или ингибированную бумагу.
Состояние звездочек определяют внешним осмотром, выявляя трещины и поломки зубьев и ступиц. Затем, измеряя размеры, выявляют степень износа зубьев, шпоночных, шлицевых и резьбовых отверстий, биение венцов. Основным выбраковочным параметром служит износ зубьев.
Критерии работоспособности. Основными причинами выхода из строя цепных передач являются износ шарниров цепи и зубьев звездочек (при этом цепь удлиняется и нарушается ее зацепление со звездочкой), проворачивание валиков и втулок в местах запрессовки (обусловлено низким качеством изготовления), усталостное разрушение пластин по проушинам и роликов по внутреннему и внешнему диаметрам. Основным критерием работоспособности передачи приводной роликовой цепью является износостойкость шарниров цепи. Расчет заключается в проверке цепи по допускаемому давлению для шарниров. Также долговечность цепи проверяется по допустимому числу входов цепи в зацепление с обеими звездочками.
Date: 2016-08-30; view: 275; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |