Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Определения основных дефектов сварки.
Ниже приведены основные определения дефектов сварных швов при сварке плавлением.
Непровар – это участок сварного соединения, где отсутствует сплавление между свариваемыми деталями, например, в корне шва, между основным и наплавленным металлом (по кромке) или между смежными слоями наплавленного металла. Непровары уменьшают рабочее сечение сварного шва, что может привести к снижению работоспособности сварного соединения. Являясь концентраторами напряжений, непровары могут вызвать появление трещин, уменьшить коррозионную стойкость сварного соединения, привести к коррозионному растрескиванию. Непровар является очень опасным дефектом сварки.

Рис.1. Непровары.
а, б, в – в корне одностороннего и двустороннего стыкового шва;
г – по кромке между основным и наплавленным металлом;
Причина непровара:
1) Малая величина сварочного тока;
2) Большая скорость перемещения электрода;
3) Слишком большая длина дуги;
4) Малый угол скоса кромок или большая величина притупления;
5) Смещение и перекосы свариваемых кромок;
6) Малая величина зазора между кромками;
7) Несоответственно большой диаметр электрода;
8) Затекание шлака в зазоры между свариваемыми кромками;
9) Неправильный выбор полярности для данной марки электродов
Непровар является очень опасным дефектом сварки.
Пористость – газовые пузырьки в металле. Обычно они имеют сферическую или близкую к ней форму. В сварных швах углеродистых сталей поры зачастую имеют трубчатую форму. Первоначально, возникнув в жидком металле шва за счет интенсивного газообразования, не все пузырьки газа успевают подняться на поверхность и выйти в атмосферу. Часть из них остается в металле шва. Размеры таких пор колеблются от микроскопических, до 2…3 мм в диаметре, и за счет диффузии газов могут расти. Кроме одиночных пор, вызванных действием случайных факторов, в сварных швах могут появляться поры, равномерно распределенному по всему сечению шва, расположенные в виде цепочек или отдельных скоплений.

Рис.2. Поры
а – выходящие на поверхность шва;
б – не выходящие на поверхность шва;
в – групповое расположение пор;
г – расположение пор при электрошлаковой сварке;
Причины пористости:
1) Наличие газов в металле, которые не успевают полностью выделиться в процессе кристаллизации металла;
2) Взаимодействие закиси железа с углеродом, в результате чего выделяется окись углерода и углекислый газ;
3) Наличие влаги в покрытии или во флюсе (при автоматической сварке);
4) Наличие ржавчины на свариваемых кромках или проволоке.
Трещины – дефекты сварных швов, представляющие собой макроскопические и макроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных и рабочих напряжений трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны.

Рис.3. Продольная горячая трещина.
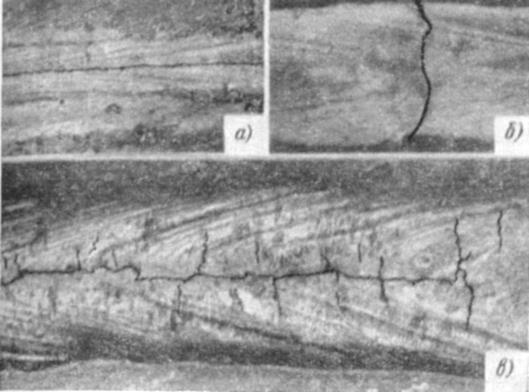
Рис.4. Холодные трещины.
а – продольная трещина по шву;
б – поперечная трещина по шву;
в – продольные и поперечные трещины;
Причины трещин:
1) Усадочные напряжения, превышающие предел прочности металла;
2) Жесткое закрепление свариваемых элементов;
3) Структурные напряжения, например, образование мартенсита;
4) Повышенное содержание углерода, серы и фосфора в металле;
5) Сварка при низкой температуре;
6) Дефекты шва (поры, шлаковые включения и т.д.), вызывающие местную концентрацию напряжений в металле шва;
7) Сосредоточение нескольких швов на небольшом участке изделия, вызывающее повышенные местные напряжения (концентрация напряжений).
Шлаковые включения – это полости в металле сварного шва, заполненные шлаками, не успевающими всплыть на поверхность шва. Шлаковые включения образуются при больших скоростях сварки, при сильном загрязнении кромок и при многослойной сварке в случаях плохой очистки от шлака поверхности швов между слоями. Форма шлаковых включений может быть самой разнообразной, вследствие чего они являются более опасными дефектами, чем округлые поры.

Рис.5. Шлаковые включения
а – в корне одностороннего шва;
б – в корне двустороннего шва.
Причины шлаковых включений:
1) Тугоплавкость и повышенная вязкость шлаков электродных покрытий;
2) Высокий удельный вес шлака;
3) Недостаточное раскисление металла шва;
4) Большое поверхностное натяжение шлака;
5) Плохая очистка поверхности валиков от шлака при многослойной сварке;
6) Затекание шлака в зазоры между свариваемыми кромками и в месте подрезов;
7) Неравномерность плавления электродного покрытия.
Пережог – окисление по границам зерен.
Причины пережога:
1) Замедленное движение источников нагрева;
2) Большая сила тока (большой номер наконечника горелки).
Прожог – дефект сварки, заключающийся в вытекании металла сварочной ванны через отверстие в шве с образованием в нем полости.
Причины прожога:
1) Чрезмерная сила тока;
2) Слишком медленное перемещение источника нагрева;
3) Малая толщина металла;
4) Большой зазор между свариваемыми кромками;
5) Малая величина притупления кромок.
Подрез – дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее часто встречающимся наружным дефектам, образующимися, как правило, при сварке угловых швов с излишне высоким напряжением дуги и в случае неточного ведения электрода. Одна из кромок проплавляется более глубоко, металл стекает на горизонтально расположенную деталь и его не хватает для заполнения канавки. В стыковых швах подрезы образуются реже. Обычно при повышенном напряжении дуги и большой скорости сварки образуются двусторонние подрезы. Такие же подрезы образуются и в случае увеличения угла разделки при автоматической сварке.
 Рис.7. Подрезы.
Рис.7. Подрезы.
Причины подреза:
1) Большая сила тока;
2) Неправильное положение электрода и направление дуги.
Несплавления – Отсутствие сплавления между основным металлом и металлом сварочной ванны по периметру шва. Дефект образуется при повышенных скоростях и силах тока более 1500А. Для предотвращения появления несплавлений прибегают к уменьшению разрыва по времени между образованием и заполнением канавки, а так же получение благоприятной формы провара и уменьшения скорости сварки. Зона сварки должна быть тщательно очищена от грязи а масел.

Рис.8. Несплавления.
Date: 2016-08-29; view: 504; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |