Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Типы переноса металла при сварке MIG/MAG.
При сварке MIG/MAG перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание, отчего этот тип переноса получил название переноса с короткими замыканиями. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на 6 отдельных типов согласно особенностям формирования и отделения капель электродного металла от торца электрода. Таким образом, согласно классификации предложенной Международным Институтом Сварки, существует 7 основных типов переноса металла, проиллюстрированных на Рис. 8 (условия этих сварок приведены в Табл. 3).
Табл. 3 Условия сварки экспериментов для иллюстрации различных типов переноса металла, представленных на Рис. 8 (электронный источник питания).

Табл.3.

Рис.7.
При этом типе переноса металла торец электрода с находящейся на нём каплей расплавленного электродного металла периодически касается поверхности сварочной ванны, вызывая короткие замыкания и погасания дуги. Обычно, перенос металла с короткими замыканиями имеет месте при низких режимах сварки, т.е., малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода). Этот тип переноса металла имеет место как при сварке MIG, так и при сварке MAG. В начале короткого замыкания напряжение дуги резко падает (до уровня напряжения короткого замыкания) и остаётся низким до его окончания, в то время как ток короткого замыкания быстро повышается. Разогрев перемычки жидкого металла между торцом электрода и сварочной ванной (вызываемый проходящим высоким током короткого замыкания) способствует её разрыву.
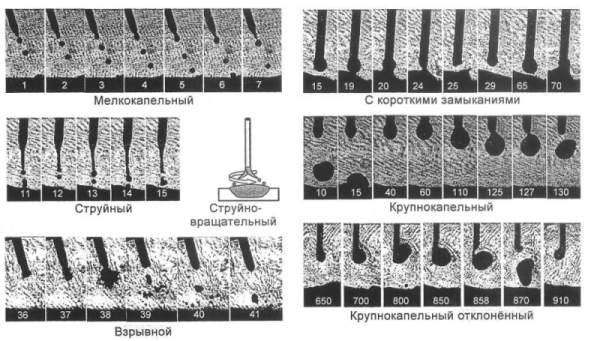 Рис.8
Рис.8
Date: 2016-08-29; view: 479; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |