Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Оборудование, применяющееся на производстве
Гильотинные ножницы АМG-63 с ЧПУ предназначены для резки металла от 0,2 до 6,3 мм и длинной 3000 мм, представлены на рисунке 1.

Рисунок 1- Гильотинные ножницы АМG-63
Лазерный комплекс MAZAK, представленный на рисунке 2, –предназначен для чернового и чистового раскроя листового металла любой конфигурации толщиной до 18 мм. Производство Японии, размер стола 1500х5000. Комплект оборудования лазер, листогиб и ножницы позволяет в рамках инструментального производства изготавливать мелкосерийные детали без подготовки производства в максимально короткие сроки и с экономией сырья.

Рисунок 2- Лазерный комплекс MAZAK
Листогиб с ЧПУ АМВ-6020 изображен на рисунке 3. Длина сгибаемой поверхности 2050 мм, усилие 600 кН, возможные радиуса гибки от 1 мм до 100 мм, толщина сгибаемого металла до 8 мм. Предназначен для выполнения нестандартных гнутых поверхностей которые не возможно изготовить на штампах.

Рисунок 3- Листогиб с ЧПУ АМВ-6020
Печь камерная «НАКАЛ», изображенная на рисунке 4, предназначена для термической обработки(закалки и отжига) матриц и пуансонов штампов и пресс-форм. Размер рабочей зоны 500х600, температура до 1300 градусов. Разброс регулировки температуры0,5 градуса. 5 единиц.

Рисунок 4- Печь камерная «НАКАЛ»
Ленточнопильный станок BMSY-800, представленный на рисунке 5, предназначен для распиловки металла габаритом 810х800. Производство Турция. 4 единицы.

Рисунок 5- Ленточнопильный станок BMSY-800
Резьбошлифовальный станок предназначен для шлифовки резьб, сложных фасонных поверхностей и изготовления мерительного инструмента (пробки резьбовые, гладкие, конические проходные и непроходные), изображен на рисунке 6. Рабочие габариты: диаметр шлифовки до 350 мм длина 750 мм.

Рисунок 6- Резьбошлифовальный станок
Токарный станок SAMAT 400 «Вектор» производства Средневолжского станочного завода, изображен на рисунке 7, функциональные возможности этого оборудования позволяют выполнять работы как в ручном режиме при малых сериях, так и в полном автоматическом цикле. Имеется функция памяти когда станок запоминает все переходы в ручном режиме и воспроизводит тоже самое в автомате. Диаметр обработки до 400 мм, длина 750 мм.

Рисунок 7- Токарный станок SAMAT 400 «Вектор»
ТВЧ установка, показана на рисунке 8, Термообработка, пайка и сварка черных и цветных металлов Быстрый нагрев металлов на глубину около 1 см. Температура нагрева до 1500 градусов, расчётное время выхода на рабочую температуру 3 минуты. Применяется для изготовления специальных нестандартных резцов и фрез.

Рисунок 8- ТВЧ установка
Токарный обрабатывающий центр ACCUWAYUT-200 M с ЧПУ и приводной револьверной головкой, показан на рисунке 9, предназначен для обработки тел вращения диаметром до 350 мм. и длинной 500 мм. Опционально имеется функция фрезеровки. 2 единицы.

Рисунок 9- Токарный обрабатывающий центр ACCUWAYUT-200 M
Фрезерный обрабатывающий центр EXTRONM4C, изображен на рисунке 10, - количество инструментов в магазине 38, размер обрабатываемой детали 500х1000. 2 единицы. Предназначен для обработки сложных формообразующих поверхностей пресс-форм и штампов, станок оборудован новейшей системой обмера инструмента и готовых деталей фирмы Renichoy, что позволяет без потерь с максимальной скоростью выпускать качественные детали.

Рисунок 10- Фрезерный обрабатывающий центр EXTRONM4C
Универсальный фрезерный станок ВМ-127М, изображен на рисунке 11. Предназначен для черновой обработки плит штампов и пресс-форм. Размер стола 500х1200. 5 единиц.

Рисунок 11- Универсальный фрезерный станок ВМ-127М
Линия твёрдого хромирования размеры помещаемой заготовки до 800х600х1200,обеспечивает толщину покрытия до 200 мкм, изображена на рисунке 12.

Рисунок 12- Линия твёрдого хромирования
Плоскошлифовальный станок 3Л722 производства Белоруссии, представленный на рисунке 13, предназначен для универсальной плоской шлифовки подштамповых плит, формообразующих элементов и перешлифовки штамповой оснастки. 3 единицы. Размеры стола 500х800.
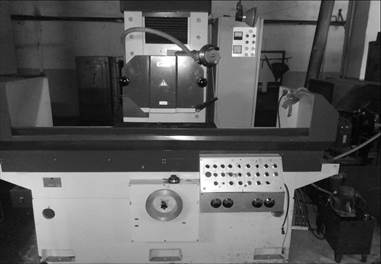
Рисунок 13- Плоскошлифовальный станок 3Л722
Отжиг
О́тжиг — вид термической обработки металлов, сплавов, заключающийся в нагреве до определённой температуры, выдержке в течение определенного времени при этой температуре и последующем, обычно медленном, охлаждении до комнатной температуры. При отжиге осуществляются процессы возврата (отдыха металлов),рекристаллизации и гомогенизации. Цели отжига — снижение твёрдости для облегчения механической обработки, улучшение микроструктуры и достижение большей однородности металла, снятие внутренних напряжений.
Виды отжига:
По классификации А. А. Бочвара различают 2 вида отжига:
Отжиг 1-го рода — без фазовой перекристаллизации — применяется для приведения металла в более равновесное структурное состояние: снимается наклёп, понижается твёрдость, возрастают пластичность и ударная вязкость, снимаются внутренние напряжения (в связи с процессами отдыха и рекристаллизации).
Отжиг 2-го рода осуществляется с фазовой перекристаллизацией: металл нагревается до температуры выше критических точек, затем следует выдержка различной продолжительности и последующее сравнительно медленное охлаждение.
Полный отжиг заключается в нагреве стали на 30—50 °C выше верхней критической точки для полного превращения структуры стали в аустенит и последующем медленном охлаждении до 500—600 °C для образования феррита и перлита. Скорость охлаждения для углеродистых сталей около 50—100 °C/час. Если охлаждение ведётся на воздухе, происходит нормализация.
Неполный отжиг заключается в нагреве до температуры между нижней и верхней критическими точками и последующем медленном охлаждении.
Изотермический отжиг. Для легированных сталей применяют изотермический отжиг, состоящий в нагреве выше верхней критической точки А3 область избыточного аустенита, выдержке, охлаждении до температуры ниже нижней критической точки А1, выдержке, достаточной для полного превращения аустенита в перлит, и охлаждении до комнатной температуры.
Диффузионный отжиг состоит в нагреве до температур, значительно превосходящих критические точки, и продолжительной выдержке; используется для литого материала, обеспечивает получение равновесной структуры. Диффузионный отжиг приводит к достижению более однородных свойств по объёму изделия и особенно улучшению механических свойств в поперечном (по отношению к прокатке) направлении. В необходимых случаях для предотвращения обезуглероживания стали производят отжиг в защитных атмосферах. При диффузионном отжиге идут следующие процессы:
¾ выравнивание химического состава до равновесного;
¾ растворение избыточных фаз;
¾ выделение фаз из пересыщенного твердого раствора — особый случай — гетерогенизация во время гомогенизации, наблюдается в алюминиевых сплавах, содержащих хром, цирконий и скандий;
¾ рост зерна;
¾ образование и рост пор.
Методы выполнения диффузионного отжига. При начале диффузионного отжига сначала растворяются самые легкоплавкие эвтектики (тройные, четверные), потом нагревают до двойной эвтектики, а затем нагревают под температуру метастабильного солидуса. Основная задача — сократить время обработки. Для этого нужно нагреть на возможно более высокую температуру. При этом материал не должен испытывать:
¾ перегрева — чрезмерного роста зерен,
¾ пережога — окисления границ зёрен.
Высокотемпературный диффузионный отжиг. Нагревать до температуры между температурами метастабильного и стабильного солидуса, заранее обрекая материал на частичное расплавление. Если объём легкоплавких фаз менее 1 %, то эта жидкость позднее рассасывается и влияния на свойства не оказывает.
Температура нагрева зависит от температуры плавления Тн = 0,7—0,8 Тпл
Рекристаллизационный отжиг — нагрев до температуры на 100—200 °C выше температуры рекристаллизации, выдержка и последующее охлаждение. Вследствие процесса рекристаллизации происходит снятие наклепа, и свойства металла соответствуют равновесному состоянию.
Синеломкость — снижение пластичности стали при одновременном повышении прочности, наблюдаемое при деформации в интервале температур, вызывающих синий цвет побежалости (200—300 °C).
Нормализация сталей
Термическую операцию, при которой сталь нагревают до температуры 30-50°С выше верхних критических точек АСз и Аст, выдерживают при этой температуре и затем охлаждают на спокойном воздухе, называют нормализацией.
Нормализацией устраняют внутренние напряжения и наклеп, повышают механические свойства и подготовляют структуру стали для окончательной термической обработки.
При нормализации превращение аустенита происходит с большей степенью переохлаждения, чем при отжиге, поэтому перлит имеет более тонкую структуру. В результате нормализации сталь получает нормальную, однородную мелкозернистую структуру. При нормализации среднеуглеродистых и малолегированных сталей образуется структура сорбитообразного перлита или сорбита и свободного феррита. При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжигаσь = 65,5 кгс/мм2, δ = 21%, ак=5,6 кгсм/см2, а после нормализации σь=75,4 кгс/мм2; δ = 20,9%; ак = 7,8 кгсм/см2. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а следовательно, и более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
Дефекты и брак при отжиге и нормализации. В процессе отжига и нормализации может возникать неисправимый и исправимый брак (дефекты). Наиболее распространенными видами дефектов и брака являются: окисление, обезуглероживание, перегрев и пережог стали.
Окисление. При нагреве в пламенных или электрических печах поверхность стальных деталей взаимодействует с печными газами. В результате металл окисляется и на деталях образуется окалина. С повышением температуры и времени, выдержки окисление резко возрастает. Образование окалины не только вызывает угар (потерю) металла, но и искажает геометрическую форму деталей. Поверхность стали под окалиной получается разъеденной и неровной, что затрудняет обработку металла режущим инструментом. Окалину с поверхности деталей удаляют или травлением в серной кислоте, или очисткой в дробеструйных установках.
Обезуглероживание. Обезуглероживание, т. е. выгорание углерода с поверхности деталей, всегда происходит при окислении стали. Обезуглероживание резко снижает прочностные свойства конструкционной стали.
Кроме того, детали с обезуглероженной поверхностью, склонны к закалочным (трещинам и короблению. Особенно большое обезуглероживание наблюдается при нагреве металла в электрических печах.
Для предохранения деталей от окисления, а следовательно и от обезуглероживания, в процессе отжига, нормализации и закалки применяют неокисляющие (контролируемые) атмосферы.
Для защиты деталей и заготовок от окисления и обезуглероживания при высоких температурах в рабочее пространство печи вводят защитные газы. Можно также создать защитную (контролируемую) атмосферу, которая может быть науглероживающей.
Контролируемые атмосферы обычно вводят при отжиге или закалке в рабочее пространство печи. В зависимости от химического состава контролируемые атмосферы могут быть нейтральными,восстановительными или науглероживающими.
Контролируемые атмосферы получают различными методами: разложением аммиака на азот (25%) и водород (75%), газификацией древесного угля, осветительного керосина и т. п.
Наиболее универсальной и эффективной газовой средой является эндотермическая, получаемая в результате переработки природного газа в специальных установках-эндотермических генераторах.
Под эндотермической понимается атмосфера, получаемая в генераторах, где реакции протекают с поглощением тепла.
Эндотермическая атмосфера имеет следующий состав: ~ 20% СО;- 40% Н2;~40% N2.
Она может быть использована почти для всех термических и химико-термических операций, причем состав ее можно регулировать по точке росы.
Перегрев. Сталь перегревается при очень высокой температуре отжига и нормализации, а также при большой выдержке. При перегреве зерна в стали укрупняются, что ведет к снижению прочности, вязкости и образованию закалочных трещин. Такой дефект стали устраняют повторным правильным отжигом или нормализацией.
Пережог. При нагреве до высоких температур получается пережог стали, выражающийся в оплавлении поверхности деталей и окислении зерен. При высокой температуре нагрева кислород из окружающей печной атмосферы проникает внутрь нагретой стали, при этом границы зерен сильно окисляются. Сталь теряет пластические свойства, прочность и становится настолько хрупкой, что при малейших ударах разрушается. Пережженную сталь, исправить термической обработкой невозможно, поэтому она идет на переплавку.
ЗАКЛЮЧЕНИЕ
Технологическая практика позволила мне «вживую» ознакомиться со способами и методами обработки металлов непосредственно на производстве. Я на деле, а не на листе бумаги смог увидеть многие процессы и предметы, о которых до того имел лишь смутное представление. На производственной линии я смог собственными глазами наблюдать оборудование, основные направления производственно-управленческой деятельности инженерно-технического состава, ознакомился с технологической документацией, основные процессы, происходящие с металлами такие как отжиг и нормализация стали, сварка металлов, прокатка, объемная и листовая штамповка.
Я считаю, что я выполнил поставленные мне задачи по освоению различных навыков. Правильная организация практики позволила мне ознакомиться почти со всеми видами работ по обработке металлов и даже принять непосредственное участие во многих из них.
На мой взгляд, важным аспектом данной практики является не только обучение студента различным трудовым навыкам, но и подготовка его к отношениям «работодатель-работник», к работе в коллективе, осознание ответственности за сделанную работу и ее последствия и др.
Date: 2016-07-25; view: 280; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |