Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Задание 3.7 Write a short summary of the text.
Методические рекомендации:
Студентам следует прочитать текст очень внимательно, затем готовится к занятиям в определенной последовательности. Подготовится к устному пересказу и выполнить все упражнения в письменной форме.
Рекомендуемая литература: 1 осн. [26-33], 4 осн. [42-47]
Контрольные вопросы:
1. What are the features of offset printing?
2. How does the interaction of surface tension between printing plate and ink is achieved in conventional offset printing?
3. Which areas does the dampening system cover with a thin film of dampening solution?
4. Describe properties of ink for waterless offset printing.
5. Composition of dampening solution/
Тема 4: Gravure Printing
Задание 4.1 Read the text:
Gravure printing is a very old printing process, whose beginnings (copperplate engraving) date back to the early fifteenth century. Today, gravure printing accounts for a market share of 10–15% in industrialized nations. This percentage share has remained almost constant for two decades, with a slight downward tendency.
The simplicity of its printing principle has, in comparison to the offset process, always fired experts in this field with enthusiasm and the keyless inking systems of newspaper offset presses and anilox inking units used in flexography ultimately took their inspiration from the inking principle of gravure printing. The simplicity of the printing principle (fig. 4) is, however, offset against the problem of a labor-intensive and costly manufacture of the gravure cylinder. Hence, gravure printing is principally used for very long print runs. The minimum print run is approximately one million copies.
Weekly magazines of general interest and mail order catalogs are therefore the main products produced by means of gravure printing. Another major area is in the printing of packaging, from extremely thin foils to thick cardboard. With gravure printing, straight printing and perfecting is done in systems where the first side of the web is printed in multicolor and then (in-line) on the opposite side.
Gravure Cylinder Manufacture
With the exception of sheet-fed gravure printing, which is now found only rarely, web-fed gravure printing requires a gapless gravure cylinder, onto which the image is applied directly, by means of etching or engraving. For this, the cylinder must be prepared in a costly mechanical and galvanic process. In its basic design, the gravure cylinder consists of a thick-walled steel tube with flanged steel journals. To increase the stiffness of this hollow cylinder, some of the cylinder journals are drawn inwards and are supported inside the tube on additional steel discs.
All of these joints are welded during the manufacture of the gravure cylinder so that a solid roller body is created, which still has to be balanced so that there are no vibrations when running at high speed (typically up to 15 m/s) in the printing press. The cylinder receives a base copper layer on its surface, which, among other things, serves to achieve the specified diameter of the finished gravure cylinder.

Figure 4 - Schematic illustration of a gravure printing unit (KBA)
For the application of another copper layer (figs. 5 and 6), which varies from print job to print job, there are several methods that are described in the following sections (note: the top copper layer is twice as hard (Vickers hardness approximately HV 200) as the base copper, so that this copper layer has good cutting properties as regards the electromechanical engraving process):
• The thin layer method (fig. 6a):
The base copper layer is coated with an engravable copper layer (approximately 80 μm) in an electroplating process (fig. 5). This thin layer only allows a one-time engraving. The advantage of the thin layer technique is that all the gravure cylinders of one type have the same diameter dimensions and less mechanical surface treatment is required after the electroplating process than with thick layer processes (see below).
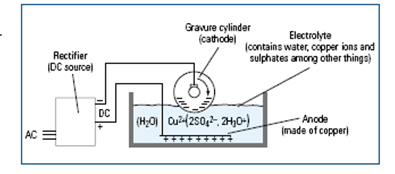
Figure 5 – Electroplating of a gravure cylinder; the copper ions Cu2+ settle down on the cathode (gravure cylinder) and form a copper layer

Figure 6 – The various methods of copper plating the gravure cylinder.
a Thin layer method; b Ballard skin method; c Thick layer method
The removal of the en-graving (after dechroming) is achieved by dressing or milling the copper. After this, a new copper layer is applied. (In the special process known as copper recycling, the copper layer is removed in an electroplating reversal process. In this process, an additional nickel barrier layer of approximately 25 μm between the base copper and engraving copper is necessary.) The thin layer technique is used in some 35% of cases, whereby the copper recycling method only accounts for some 5%.
• The Ballard skin method (fig.6b):
This method is also a thin layer process (one-time use of the engraving copper layer). The base cover is electrically covered with a removable copper skin (80–100 μm), whereby a special layer between base copper and Ballard skin ensures that the Ballard skin can be peeled off the gravure cylinder after printing. The Ballard skin method is employed in approximately 45% of cases.
• Heavy copper plating (thick layer technique; fig. 6c):
An approximately 320 μm thick layer of engraving copper is applied onto the base copper in an electroplating process. This thickness of the layer permits engraving for approximately four print jobs. After each print job, a layer of approximately 80 μm is removed in a multi-stage mechanical process (milling, grinding). The former image is thus removed. When the engraving copper is used up, a new copper layer (hard) is applied by means of electroplating. This method is employed in about 20% of cases.
With all methods the cylinders are always hard chromeplated after etching or engraving to reduce wear and tear. Therefore chemical chrome deplating with hydrochloric acid must be undertaken prior to removal of the image carrying layer.
The process sequence for preparing an engraving cylinder is generally as follows:
• removing the used gravure cylinder from the gravure printing press;
• washing the gravure cylinder to remove residual ink;
• removing the chrome layer;
• removing the copper image-carrying layer, either chemically, by means of electroplating, or mechanically;
• preparing the copper plating process (degreasing and deoxidizing, applying the barrier layer if the Ballard skin method was employed);
• electroplating;
• surface finishing with a high-speed rotary diamond milling head and/or with a burnishing stone or a polishing band;
• etching or engraving (producing the image on the gravure cylinder);
• test printing (proof print);
• correcting the cylinder, minus or plus (i.e., reducing or increasing the volume of cells);
• preparing the chrome-plating process (degreasing and deoxidizing, preheating, and – if necessary – sometimes polishing);
• chrome-plating;
• surface-finishing with a fine burnishing stone or abrasive paper;
• storing the finished cylinder or installing it directly in the gravure printing press.
Today, all these operations are performed, more or less fully automated, in production lines, whereby overhead traveling cranes and in some cases the transportation of the gravure cylinder from station to station is carried out by automated guided vehicle (AGV) systems.
Задание 4.2 Find the proper Russian equivalents for the following terms:
| 1 steel journals | a. медь |
| 2 thick-walled steel tube | b. разделительный слой |
| 3 gapless gravure cylinder | c. толстостенная стальная полая труба |
| 4 copper | d. фрезеровка |
| 5 milling | e. цельный формный цилиндр |
| 6 grinding | f. стальные цапфы |
| 7 barrier layer | g. шлифование |
| 8 foil | h. картон |
| 9 cardboard | i. фольга |
Date: 2016-07-18; view: 1131; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |