Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Описание продольно-клинового стана
Для проведения горячей прокатки выбрали продольно-клиновой стан новой конструкции. Продольно-клиновой стан состоит из следующих элементов: рабочие клети, электродвигатель 1, редукторы 2, муфты 3, шестеренные клети 4, универсальные шпиндели 5, рабочие 6 и опорные 7 валки, станина 9, опорную плита 10 и нажимные механизмы 11 (рисунок ….).
В продольно-клиновом стане последовательно расположенных рабочих клетях диаметры рабочих валков уменьшаются в направлении прокатки, при этом горизонтальные оси верхних и нижних валков первых трех клетей без нажимного механизма смещаются от оси прокатки в вертикальном направлении.
Имеющимся от трех двигателей, редукторов, муфт, шестеренных клетей и шпинделей приводе вращение валков рабочих клетей осуществляют через две шести валковые и одну двух валковую шестеренные клеть, при этом первые три клети стана изготовляют с двумя опорными валками, а последние две клети стана – с четырьмя опорными валками диаметром
Необходимо отметить, что при разработке конструкции клетей стана с
рабочими валками малого диаметра смогли создать две клети имеющие высокую жесткость при более простой валковой системе. В данных клетях для предотвращения прогиба рабочих валков малого диаметра в горизонтальной плоскости использовали с 2-х сторон расположенные опорные ролики. Приводным являются опорные валки.
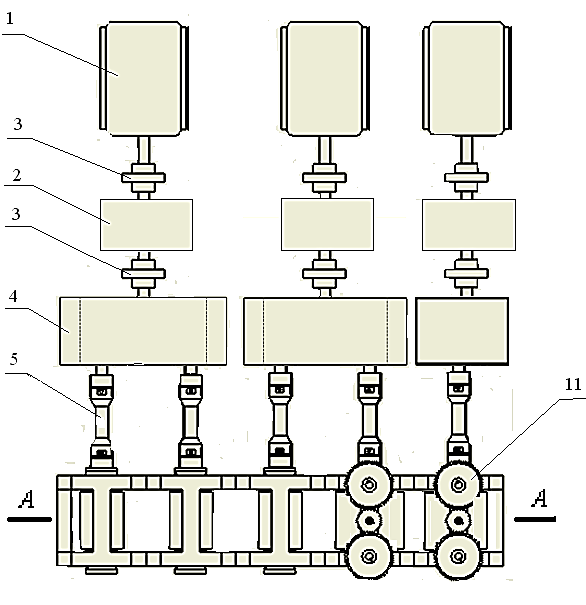
Вид А-А

Рисунок 3.2 – Продольно-клиновый стан
При прокатке в продольно-клиновом стане тонких полос из металлов и сплавов, через последовательно расположенные в направлении прокатки клетях, у которых расстояние между рабочими валками от одной клети к другой увеличиваются на величину опережение в данной клети, происходит уменьшение высоты и достижение требуемой толщины полосы. Это дает нам прокатать полосы разный толщины по спросу потребителя.
Date: 2016-05-23; view: 599; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |