Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Дефекты формирования сварного шва
 К дефектам формирования сварного шва относятся:
К дефектам формирования сварного шва относятся:
— наплыв в сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
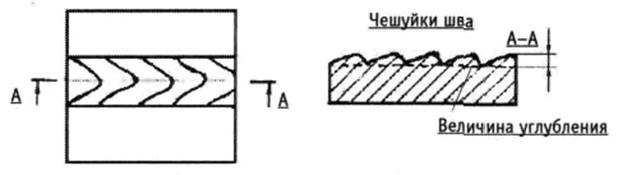
— углубление между валиками — это продольная впадина между двумя соседними валиками шва;
— грубая чешуйчатость — поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
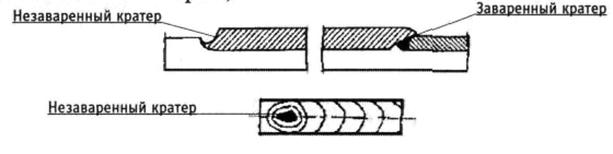
— кратер — дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
Предложения интернет-магазинов
|



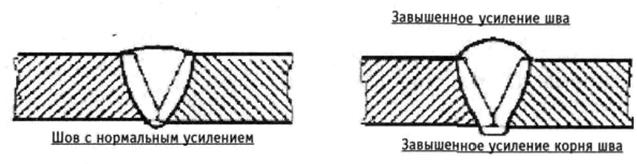
— превышение усиления сварного шва — избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва;
 — превышение выпуклости сварного шва — избыток наплавленного металла на лицевой стороне углового шва;
— превышение выпуклости сварного шва — избыток наплавленного металла на лицевой стороне углового шва;
—  местное превышение проплавления сварного шва – местный избыточный проплав (с внутренней стороны одностороннего шва);
местное превышение проплавления сварного шва – местный избыточный проплав (с внутренней стороны одностороннего шва);
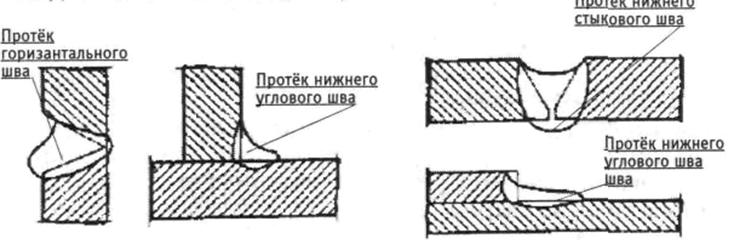
— протёк сварного шва — стекание металла вследствие действия силы тяжести;
 — неполностью заполненная разделка кромок — продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточного количества присадочного металла;
— неполностью заполненная разделка кромок — продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточного количества присадочного металла;
— асимметрия углового шва - несоответствие фактического значения катета шва заданному значению;
 — неравномерная ширина шва — чрезмерное колебание ширины шва
— неравномерная ширина шва — чрезмерное колебание ширины шва
—  неравномерная высота шва — чрезмерная неровность наружной поверхности шва;
неравномерная высота шва — чрезмерная неровность наружной поверхности шва;
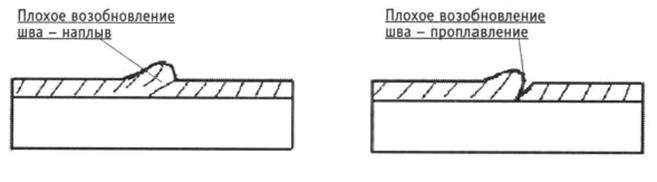
— плохое возобновление шва — местная неровность поверхности в месте возобновления сварки.
Причины появления дефектов формирования сварного шва: такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
— неправильном выборе режима сварки;
— в результате низкой квалификации сварщика;
— из-за низкого качества сборки узла.
Причины появления незаверенного кратера:
— низкая квалификация сварщика;
— резкий обрыв сварочной дуги.
Категория дефекта: наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость — допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Категория дефекта: кратер — недопустимый дефект.
Исправление: подшлифовать и подварить.
Категория дефекта: протёк сварного шва, неполностью заполненная разделка кромок — недопустимый дефект.
Исправление: подварить.
 Усадочная раковина
Усадочная раковина
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Категория дефекта: недопустимый дефект.
Исправление: подшлифовка.
Date: 2016-02-19; view: 1333; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |