Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сборка и заливка литейных форм
Сборка литейных форм начинается с установки нижней полуформы 1 на заливочную площадку или тележку конвейера (рис. 4.24, а). Затем в последовательности, указанной в технологической карте или на сборочном чертеже, устанавливают стержень I (рис. 3.24, б) и стержень II, после этого нижнюю полуформу по центрирующим штырям 3 накрывают верхней полуформой 2 (рис. 3.24, в). Устойчивое положение стержней обеспечивается стержневыми знаками. Верхнюю полуформу с нижней скрепляют болтами, скобами или накладывают груз.
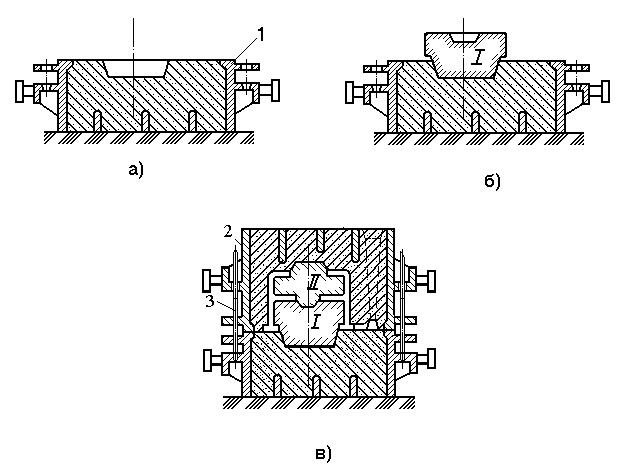
Рис.3.24. Последовательность операций сборки литейной формы/Дальский 2002г,с176/
Автоматизация заливки литейных форм обеспечивает высокую точность дозировки металла, облегчает труд заливщика, повышает производительность труда.
На рис. 3.25 приведена схема автоматической заливочной установки для заливки серого чугуна в формы, в которой раздаточное
устройство 1, имеет кольцевой индуктор 6 для подогрева и перемешивания расплавленного металла и герметичную крышку 2. Через
канал 7 в раздаточное устройство периодически заливают чугун из
ковша 8. Для выдачи дозы над зеркалом расплава создают давление,
благодаря которому уровень металла в каналах 7 и 3 поднимается, и
он через отверстие 4 в раздаточном носке поступает в форму 5. Расходом управляют, изменяя давление газа на зеркало расплавленного
металла.
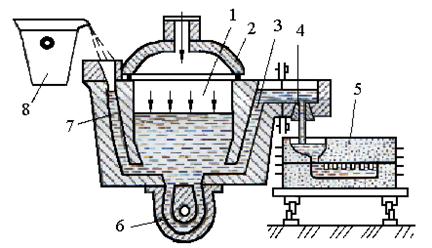
Рис.3. 25. Схема автоматической заливочной установки
4. Изготовление форм.
Формы изготовляют различными способами: формовкой в двух и трех оноках, по шаблону, и литейных кессонах, в стержнях, в опоках, безопочной и машинной формовками.
Выбор способа формовки зависит от размера формы, от серийности производства, сложности моделей, от конструкции и расположения литниковой системы, расположения прибыли и др.
Рассмотрим основные способы изготовления форм.
Изготовление форм в двух и трех опоках ( рис. 3.26). Формовка в двух опоках происходит в следующей последовательности: с помощью модели формуется нижняя полуформа 3 (рис.3.26, а), затем устанавливают модель втулки 4, стояка 6 и выпора 5 и формуют верхнюю полуформу 7. Поднимают верхнюю полуформу и удаляют из нее модели стояка и выпора, a из нижней цолуформы — модель отливки. Полуформы готовят к сборке, устанавливают стержень 1 для образования центрального отверстия в стержень 2 для образования наружного углубления отливки. Верхнюю полуформу ставят на нижнюю и заливают чугуном. Готовая отливка шкива с литниковой системой приведена на рис.3.26, в.
В единичном производстве, чтобы изготовить стержень 2 (рис. 3.26, а) и стержневой ящик для него, применяют формовку в трех опоках 9…11 (рис. 3.26, б). В этом случае в модели втулку 4 и фланец 8 выполняют отъемными. Средняя опока 10 образует наружное углубление в отливке. После изготовления формы поднимают верхнюю опоку 9, удаляют отъемный фланец – модель 8, ставят стержень и собирают форму.
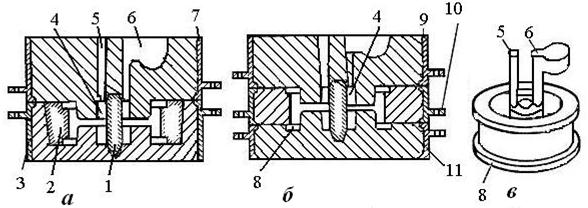
Рис. 3.26. Формовка шкива: а – в двух опоках; б – в трех опоках; в – отливка с литниковой системой
Изготовление литейных форм в кессонах ( рис. 3. 27 ). Для изготовления крупных форм трудно или невозможно применять формовочные машины. Поэтому для применения формовочных машин отливку выполняют составной. Впоследствии составные части сваривают. При экономической нецелесообразности такого метода применяют формовку в кессонах (бетонированных ямах).
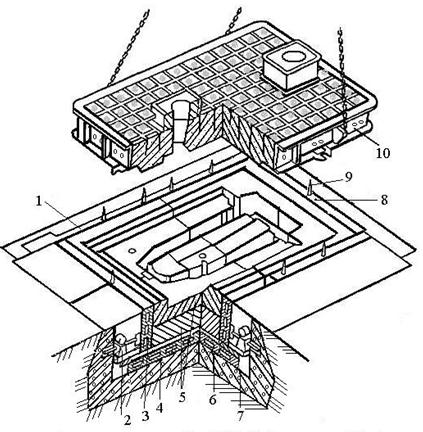
Рис. 3.27. Сборка формы станины в механизированном кессоне.
Формовку в кессонах применяют при изготовлении крупных отливок массой до 200 т. На рис. 3.27 показана форма станины, собранная в механизированном кессоне, который смонтирован на бетонном основании 7, Дно его выложено чугунными плитами 4. Две неподвижные стенки 1 и 8 также облицованы металлическими плитами. Противоположные чугунные стенки 3 и 6 передвигаются с помощью червячного редуктора 2, приводимого в действие электродвигателем, что позволяет изменять внутренние размеры кессона. Форму собирают из стержней-блоков 5, изготовленных из жидких самотвердеющих смесей. Литниковую систему изготовляют из керамических огнеупорных трубок. Верхнюю полуформу 10 устанавливают по центрирующим штырям 9 и прикрепляют к кессону болтами.
Date: 2015-05-09; view: 694; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |