Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Дисциплина: основы технологий машиностроения
Выполните письменную контрольную работу по следующим вопросам:
1. Условные графические обозначения базирования деталей (опор и зажимов), применяемые в технологической документации. Приведите схемы установки детали:
а) в трехкулачковом патроне с пневматическим зажимом и вращающимся центре;
б) на цанговой оправке с упором в торец.
2. Точность в машиностроении и погрешности обработки. Методы обеспечения точности.
3. Виды отклонений от правильной геометрической формы и расположения поверхностей. Причины их появления при токарной обработке.
4. Методы обработки отверстий в зависимости от точности.
5. Определить требуемую подачу при чистовом точении среднеуглеродистой стали твердостью 210 НВ резцами с пластинкой из твердого сплава Т15К6 при условии обеспечения шероховатости поверхности Ra = 2,0 мкм. Условия обработки: t = 1,0 мм, v = 120 м/мин, j = 60°, j1 = 25°, r = 2,0 мм.
6. Описать конструкторско-технологические признаки детали по конструкторско-технологическому коду. Код детали – 716463.АЕ8434.1542842Г.
1. Условные графические обозначения базирования деталей (опор и зажимов), применяемые в технологической документации. Приведите схемы установки детали: а) в трехкулачковом патроне с пневматическим зажимом и вращающимся центре; б) на цанговой оправке с упором в торец.
Начиная работать инженером технологом в машиностроительных отраслях, Вы, наверняка, обратите внимание, что на эскизах, в операционных картах технологических процессов, встречаются ошибки в обозначении опор, зажимов и установочных устройств. Часто данные обозначения на эскизах могут вообще отсутствовать. Действительно, существует множество операций, в которых опоры, и установочные устройства указывать не обязательно, но такая практика не рекомендуется.
На технологических эскизах эти обозначения служат указателями баз, а важность базирования переоценить трудно. Поэтому, прежде чем перейти к понятию баз и базирования в машиностроении, мы рассмотрим, как в технологической документации изображают опоры, зажимы и установочные устройства согласно ГОСТ 3.1107-81.
Обратите внимание, для изображения обозначения опор, зажимов и установочных устройств следует применять сплошную тонкую линию по ГОСТ 2.303-68.
Условные обозначения опор приведены в таблице 1.
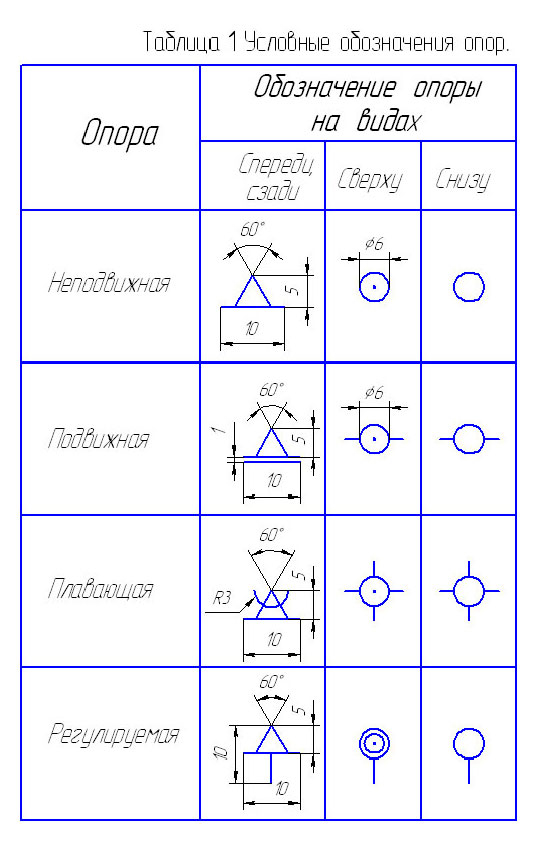
Несколько обозначений одноименных опор на схемах на каждом виде допускается заменять одним с обозначением их числа справа. Кроме того допускается обозначение подвижной, плавающей и регулируемой опор на видах сверху и снизу изображать как обозначение неподвижной опоры на аналогичных видах.
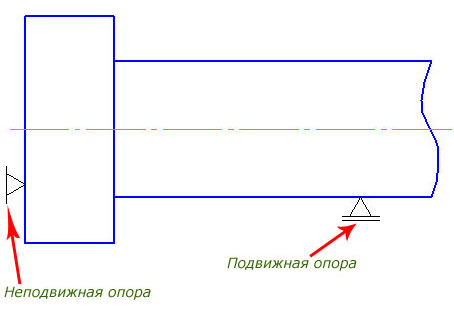
В качестве примера можно привести вал, установленный в трехкулачковом патроне, с упором в торец и с креплением в подвижном люнете.
Условные обозначения зажимов приведены в таблице 2.

Количество точек приложения сил зажима к изделию, записывается справа от обозначения зажима.
Условные обозначения установочных устройств приведены в таблице 3.
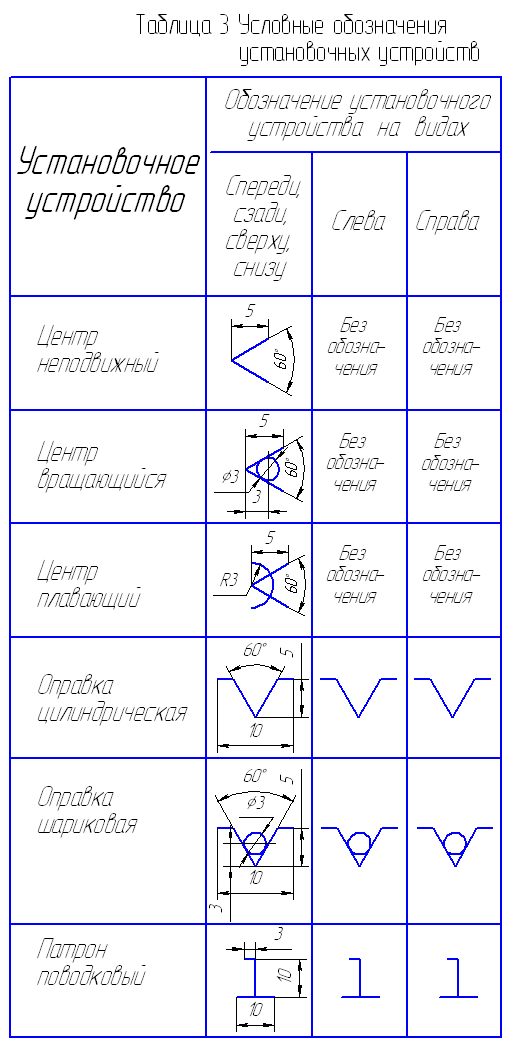
Если устройство установочно-зажимное то его обозначают сочетанием обозначений зажимов и установочных устройств.
Обозначение опор и установочных устройств, за исключением центров, допускается наносить на выносные линии соответствующих поверхностей.
Обратные центра выполняются в зеркальном изображении.
Цанговые оправки (патроны) следует обозначать 
Для базовых установочных поверхностей допустимо применять обозначение 
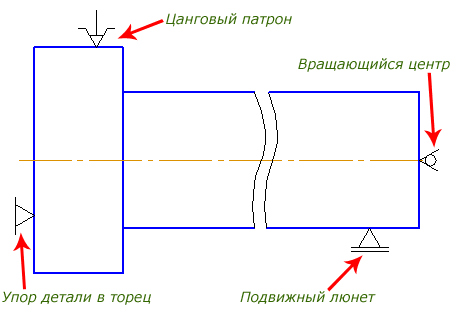
В качестве примера обозначения установочных устройств, можно привести деталь установленную в цанговом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающемся центром и с креплением в подвижном люнете.
Обозначения форм рабочей поверхности опор, зажимов и установочных устройств приведены в таблице 4.

Рифленая, резьбовая, шлицевая и т.д. поверхности опор, зажимов и установочных устройств обозначаются в соответствии с чертежом. 
Обозначение форм рабочих поверхностей следует наносить слева от обозначения опоры, зажима или установочного устройства.
2. Точность в машиностроении и погрешности обработки. Методы обеспечения точности.
Качество продукции - это совокупность ее свойств, обуславливающих пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Свойства изделия и степень их соответствия аналогичным свойствам изделия определенного функционального назначения характеризуют его технический уровень.
В инженерной практике используются понятия абсолютный и относительный технический уровень. Понятие абсолютный технический уровень служит для количественной характеристики полезного свойства изделия. Абсолютный технический уровень характеризует качество изделия с точки зрения его технических возможностей.
Понятие относительного технического уровня используется для сравнительной оценки абсолютного технического уровня изделия. Исходя из разной базы, можно получить для одного и того же изделия разное значение его относительного уровня.
Высокое качество изделия при его изготовлении обеспечивается такими производственными факторами, как качество оборудования и инструмента, физико-химические и механические свойства материалов и заготовок, совершенство технологического прогресса, а также качество обработки и контроля.
Качество полученной после обработки детали характеризуется точностью обработки. От того, насколько точно будет выдержан размер и форма детали при обработке, зависит правильность сопряжения деталей в изделии и, как следствие, надежность изделия в целом. Так как обеспечить обсолютное соответствие геометрических размеров детали после обработки требуемым значениям невозможно, вводят допуски на возможные отклонения. Допуски принимаются в зависимости от условий работы детали в изделии. Допуск на погрешность обработки позволяет выполнять размеры сопрягаемых деталей в заранее установленных пределах. Погрешность обработки- это отклонение полученного размера детали от заданного.
3. Виды отклонений от правильной геометрической формы и расположения поверхностей. Причины их появления при токарной обработке.
Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т.п.
В подвижных соединениях эти отклонения приводят к уменьшению износостойкости деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шуму и т.д.
В неподвижных соединениях отклонения формы и расположения поверхностей вызывают неравномерность натяга, вследствие чего снижаются прочность соединения, герметичность и точность центрирования.
В сборках эти погрешности приводят к погрешностям базирования деталей друг относительно друга, деформациям, неравномерным зазорам, что вызывает нарушения нормальной работы отдельных узлов и механизма в целом; например, подшипники качения весьма чувствительны к отклонениям формы и взаимного расположения посадочных поверхностей.
Отклонения формы и расположения поверхностей снижают технологические показатели изделий. Так, они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров, влияют на точность базирования детали при изготовлении и контроле.
4. Методы обработки отверстий в зависимости от точности.
Детали, имеющие форму тел вращения, можно разбить на три класса: валы,
втулки и плоские детали вращения — диски.
В класс валов входят валы, валики, оси, пальцы, цапфы и другие детали,
которые образуются в основном наружной поверхностью вращения (цилиндрической;
а иногда конической) и несколькими торцовыми поверхностями.
К классу втулок относят втулки, вкладыши, гильзы, буксы и другие детали,
характеризующиеся наличиемнаружной и внутренней цилиндрических поверхностей.
В класс дисков входят диски, шкивы, маховики, кольца, фланцы и другие детали,
которые характеризуются небольшой длиной (шириной) и большими диаметрами, т.
е. большими торцовыми поверхностями.
Заготовки выбираются в зависимости от типа производства. В единичном и
мелкосерийном производстве заготовки для деталей класса валов получают
отрезкой от горячекатаных или холоднотянутых прутков. Затем они поступают
непосредственно намеханическую обработку. Заготовки из проката применяются при
изготовлении не только гладких валов, но и ступенчатых с не большим числом
ступеней и незначительными перепадами их диаметров. Эти заготовки
используются также и в крупносерийномпроизводстве.
В массовом производстве, а также при изготовлении валов сложной формы,
имеющих большое число ступеней, значительно отличающихся по диаметру,
заготовки целесообразно получать ковкой, штамповкой, периодическим прокатом,
обжатиемна ротационно-ковочныхмашинах и другимиметодами.
При механической обработке валов на настроенных и автоматизированных
станках желательно применять точные заготовки. Заготовки, полученные методом
ротационной ковки, отличаются малыми величинами припусков и высокой
точностью.
Детали, относящиеся к классамвтулок и дисков, выполняют из проката, поковок,
штамповок и реже из отливок. Из проката изготовляют как небольшие, так и
значительные по размерам детали (150—200 мм).
Способы обработки. В зависимости от требований, предъявляемых к
шероховатости поверхности и точности размеров, различают несколько способов
обработки. Основным способом обработки наружных цилиндрических поверхностей
деталей всех трех классов является обтачивание.
Черновое (обдирочное) обтачивание применяется при грубой и предварительной
обработке, при этом достигается точность обработки до 5-го класса, ашероховатость поверхности — до 3-го класса чистоты.
Чистовое обтачивание обеспечивает точность обработки до 4-го класса, а
шероховатость поверхности — до 6-го класса.
При чистовом точном и точном обтачивании точность обработки соответствует 2-
му классу, ашероховатость поверхности — 9-му классу чистоты.
Оборудование. Детали всех трех классов обрабатываются на токарных, токарно-
копировальных, револьверных, карусельных, горизонтальных многорезцовых станках
ина вертикальных одношпиндельных имногошпиндельных автоматах.
Из станков токарной группынаиболее универсальнымявляется токарный станок
общего назначения, на котором можно выполнять наибольшее количество самых
-разнообразных операций. Однако его универсальность
обусловливает его малую производительность по сравнению со специальными
станками. Поэтому он типичен для единичного и мелкосерийного производства и
совершенно непригоден длямассового.
Вединичномимелкосерийномпроизводствемеханическая обработка ступенчатых
валов производится на токарных станках общего назначения, оборудованных
копировальными устройствами с гидросуппортомКСТ-1.
5. Определить требуемую подачу при чистовом точении среднеуглеродистой стали твердостью 210 НВ резцами с пластинкой из твердого сплава Т15К6 при условии обеспечения шероховатости поверхности Ra = 2,0 мкм. Условия обработки: t = 1,0 мм, v = 120 м/мин, = 60°, 1 = 25°, r = 2,0 мм.
7. Описать конструкторско-технологические признаки детали по конструкторско-технологическому коду. Код детали – 716463.АЕ8434.1542842Г.
Пример формирования конструкторско-технологического кода детали приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные,
которые необходимы для кодирования детали.
Данную деталь - уголок относят к деталям не тела вращения, профильным, угловым, без ребер,
равнобоким (равнополочным), прямым, без срезов полок, с неперпендикулярными торцами, без пазов на
полках, с отверстиями.
Код классификационной характеристики детали по К.ЕСКД - 746116.
В соответствии со структурой технологического кода первым признаком технологической
классификации деталей является размерная характеристика. Поскольку рассматриваемую деталь
относят к подклассу 746000, кодирование ее размерной характеристики следует проводить по таблице
0.2. Исходя из кодируемых размеров детали: ширина - 50 мм, длина - 150 мм и высота - 50 мм, код
размерной характеристики 353.
Деталь должна изготовляться из Ст3сп по ГОСТ 380-88 (сталь углеродистая конструкционная с
предельным содержанием углерода 0.22%).
Код группы материала по таблице 0.4 - 02.
В связи с тем, что деталь изготовляют термической резкой, по таблице 0.5 ей присваивают код Г.
Таким образом, классификационные группировки основных признаков технологической
классификации имеют код 35302Г (постоянная часть технологического кода). Остальную часть
технологического кода (переменную) формируют по таблицам раздела 4 с учетом признаков
характерных для деталей, изготовляемых термической резкой.
Код детали по признаку "вид резки" назначают по таблице 4.1. В данном случае по
технологическим требованиям указанным на чертеже детали вид резки "электродуговая", что
соответствует коду 3.
Далее по таблице 4.2 определяют код детали по признаку "уточнение вида резки". В связи с тем,
что технологические требования по этому признаку определены (резка воздушно-электродуговая),
назначается код 1.
Следующим признаком технологической классификации является "максимальная толщина
детали в месте резки". Исходя из кодируемого размера: максимальная толщина детали в месте резки - 5
мм, по таблице 4.3 по этому признаку 1.
Код детали по признаку "длина реза" назначают по таблице 4.4. Исходя из кодируемого размера:
длина реза - 198 мм, код по этому признаку - 1.
Следующим признаком технологической классификации является "точность реза". Детали по
признаку "точность реза" кодируют по таблице 4.5 при обозначении этого признака на чертеже детали по
классам точности, а по таблице 4.6 - по предельным отклонениям. В данном случае точность резки
указана на чертеже двумя способами. Код этого признака по любой из указанных таблиц 1.
Далее по таблицам 4.7 и 4.8 определяют код детали по признаку "перпендикулярность
поверхности реза". По таблице 4.7 детали по этому признаку кодируют при обозначении этого признака
на чертеже по классам отклонения; а по таблице 4.8 - по предельным отклонениям от
перпендикулярности. Так как в данном случае этот признак на чертеже детали обозначен по классам
отклонений, то по таблице 4.7 назначается код 0.
Следующим признаком технологической классификации является "шероховатость поверхности
реза". Детали по признаку "шероховатость поверхности реза" кодируют по таблице 4.9 при обозначении
этого признака на чертеже детали по классам шероховатости, а по таблице 4.10 - по нормам отклонения
шероховатости. В данном случае шероховатость поверхности реза указана на чертеже двумя
способами. Код этого признака по любой из указанных таблиц 2.
Последним знаком технологического кода является характеристика массы. Масса детали 0,65 кг,
что по таблице 4.11 соответствует коду 9.
Таким образом, классификационные группировки признаков, определяющих вид детали,
изготовляемой термической резкой, имеет код 31111029.
Технологический код рассматриваемой детали 35302Г.31111029.
Конструкторско-технологический код детали, состоящий из кода классификационной
характеристики детали по К.ЕСКД и технологического кода: 746116.35302Г.31111029.
| <== предыдущая | | | следующая ==> |
| Завдання 4 | | | Среднее машиностроение |
Date: 2015-05-08; view: 730; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |