Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Способы управления точностью обработки
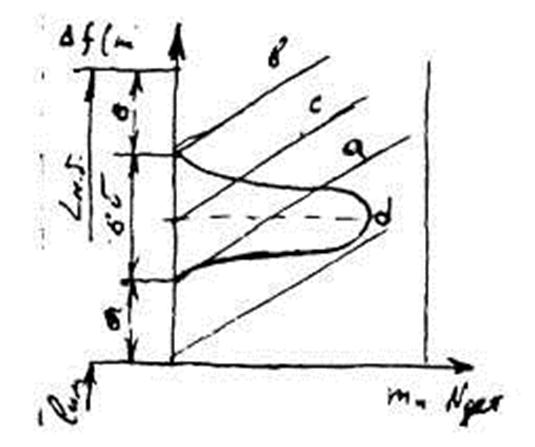
Настройка станков для обеспечения точности линейных размеров Для выполнения любых операций мехобработки необходимо производить настройку станка. Под настройкой понимают процесс установки и закрепления РИ, приспособлений, устройств (кулачков, упоров) для обеспечения необходимого положения обрабатываемой детали к РИ. К настройке станка относится также установление режима работы станка. Для ТП м/б аналитически рассчитана и построена диаграмма, кот-я характеризует точность обработки.
По оси ординат - р-ры деталей, абсцисс - порядковые номера деталей За
начало отсчета выбирают наименьший предельный размер (в мм); от этого
размера откладывается постоянная погрешность измерения (Dизм=а). Середину этого участка принимают за начало построения кривой. На расстоянии ±3s проводят эквидистантные кривые а и в аналогично на расстоянии равном Dизм - а проводят эквидистнантные прямые с и d. Диаграмма показывает пределы возможных изменений, пределы деталей при их обработке. Размеры постепенно стремятся к мах предельному LИБ. При обработке деталей порядкового номера mn систему СПИД необходимо поднастроить. При поднастройке системы все кривые смещаются к нижней границе поля допуска, т.е. всегда необходимо стремиться разместить поле рассеяния 6s относительно границ поля допуска так, чтобы часть поля допуска 'В' была бы использована для компенсации погрешности Известны два вида настройки технол-кой системы: статическая и динамическая. Динамическая может производится двумя способами: 1) настройкой по пробным деталям по рабочему калибру; 2) —II—II- с помощью универсального измерительного ин-та.
|
Способы получения заданных размеров (метод пробных проходов и промеров, метод автоматического получения размеров на настроенных станках). Методы настройки технологической системы, их преимущества и недостатки.
Метод пробных ходов и промеров. Сущность метода заключается в том, что к обрабатываемой пов-ти заготовки, установленной на станке подводят режущей инструмент и с короткого участка заготовки снимают стружку. После этого делают пробный замер полученного размера, определяют величину его отклонения от чертёжного и вносят поправку в положение инструмента. Затем вновь делают пробную обработку и пробный замер размера, и при необходимости вносят новую поправку в положение инструмента. Метод пробных проходов позволяет на неточном оборудовании получать высокую точность обработки, при обработке партии заготовок этот метод исключает влияние износа инструмента на точность обработки. Метод позволяет при неточной заготовке правильно распределить припуск и предотвратить брак. Недостатки метода: - зависимость достижимой точности обработки от минимальной толщины, снимаемой стружки; - появление брака по вине рабочего, от которого зависит точность обработки; - низкая производительность обработки; - высокая себестоимость.
Метод применятся в единичном и мелкосерийном производстве. В условиях крупносерийного и массового производства метод используется главным образом при шлифовании, т.к. позволяет компенсировать износ абразивных инструментов.
Метод автоматического получения размеров на настроенных станках. Этот метод в значительной мере свободен от недостатков, которые свойственны методу пробных проходов. При этом методе станок предварительно настраивается, таким образом, чтобы требуемая точность достигалась автоматически, т.е. независимо от квалификации и внимания рабочего. Задача обеспечения точности при данном методе переноситься на наладчика, инструментальщика, технолога, который назначает технологические базы и размеры. Преимущества метода: -повышенная точность обработки и снижение брака; --точность обработки не зависит от минимально возможной толщины снимаемого слоя металла; --повышение производительности за счет потерь времени на осуществление пробных проходов и замеров; --рациональное использование квалифицированных рабочих кадров; --снижение затрат производства. Метод находит применение в условиях массового и крупносерийного производства.
Известны два способа настройки технологической системы:
1Статическая 2Динамическая
Статическая настройка осуществляется следующим образом: на неработающем станке устанавливается эталонная деталь, в конечное положение выдвигаются резцы и закрепляются.
Динамическая настройка может производиться двумя методами:
1. Динамическая настройка по пробным деталям с помощью рабочего калибра производится следующим образом: изучают одну или несколько пробных деталей, проверяют их рабочий размер рабочим предельным калибром и если эти размеры находятся в пределах допуска, то обрабатывают всю партию деталей.
2. Динамическая настройка по пробным деталям с помощью универсального мерительного инструмента. Если размеры партии деталей рассеиваются по закону нормального распределения со средним квадратичным отклонением s и если эту партию деталей разбить на две группы по “m”-штук, то распределение размеров в каждой из этих групп будет так же подчиняться закону нормального распределения со среднеквадратичным отклонением s’=s/Öm. (графики)
Date: 2015-05-05; view: 1524; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |