Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Типовые схемы базирования
1. Базирование призматической детали
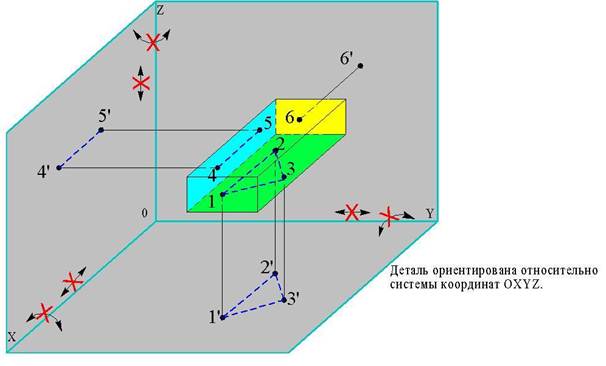
Для ориентировки (базирования) призматического тела в пространстве необходимо в соответствии с физическим смыслом 6 опорных точек разместить их на поверхностях тела.
Таким образом, условно в соответствии с физическим смыслом разместили 6 опорных точек.
Опорные точки условно изображаются:
 - вид спереди и сбоку
- вид спереди и сбоку
 - вид сверху
- вид сверху
В соответствии с рассмотренным схема базирования призматической детали изображается следующим образом:
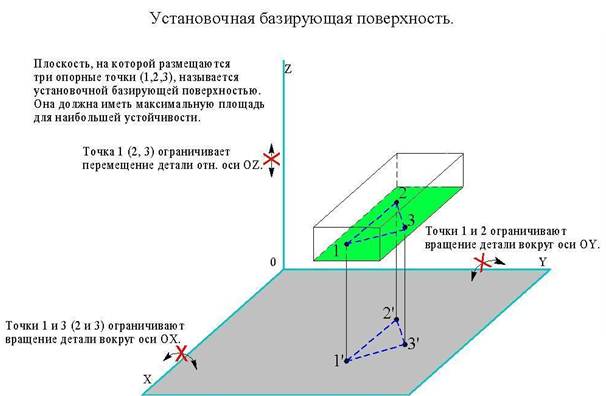
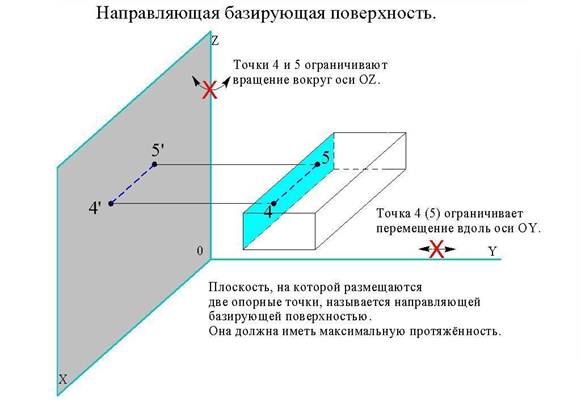
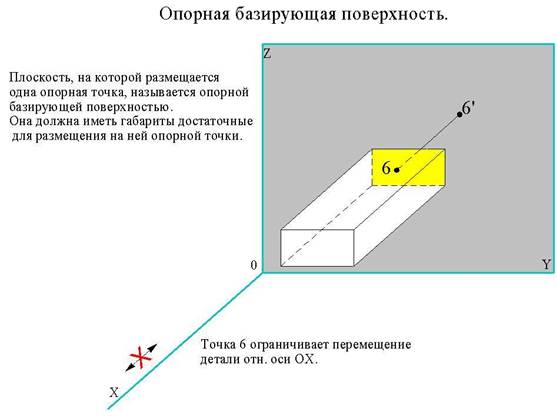
Для повышения точности и надежности ориентировки детали при выборе базы в качестве установочной базы принимают поверхность с наибольшими размерами, позволяющую расположить 3 опорные точки достаточно далеко друг от друга. В качестве направляющей базы с этой же целью принимают самую длинную поверхность. В качестве опорной базы может быть использована поверхность любых, даже самых маленьких размеров, при условии достаточно хорошего ее состояния и постоянства формы.
Понятие базирования нельзя путать с понятием неподвижность детали – базирование это только однозначность ориентировки детали в пространстве, т.е. базирование обеспечивается односторонними связями детали и плоскостей пространства.
Неподвижность детали забазированной в пространстве обеспечивается ее закреплением. Если вести разговор об обработке заготовок, то забазированная в приспособлении заготовка закрепляется в нем зажимным устройством приспособления.
Базирование и закрепление – два разных элемента установки заготовки. Они выполняются последовательно, причем базирование достигается наложением на заготовку односторонних связей, а базирование совместно с закреплением – двусторонних, лишающих заготовку подвижности в обе стороны по каждой оси.
Базирование и закрепление не взаимоисключают друг друга. Т.к. только закрепленная заготовка будет неподвижной, но ее положение в пространстве не может однозначным.
2. Базирование цилиндрической детали.
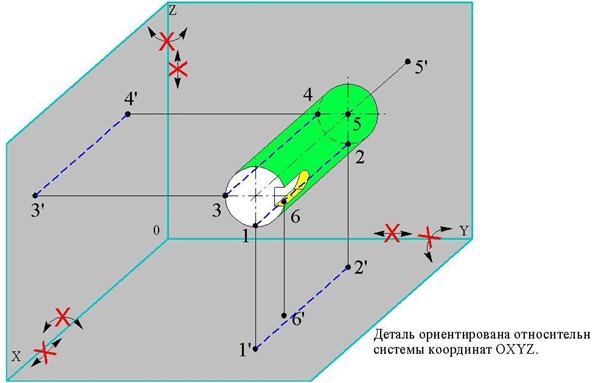
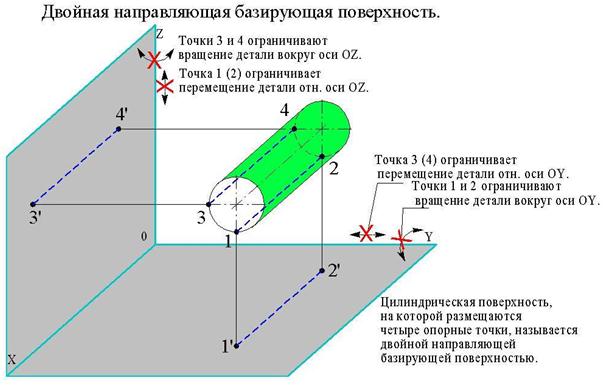
Для ориентировки цилиндрического тела в пространстве необходимо соединить его цилиндрическую поверхность двумя жесткими удерживающими связями 1, 2 с плоскостью ХОУ и двумя связями 3, 4 с плоскостью ХОZ, лишая этим тело четырех степеней свободы
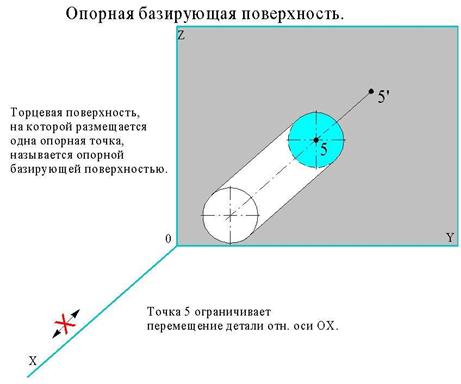
Для устранения возможности перемещения тела вдоль оси Х необходимо соединить его торец с жесткой удерживающей связью 5 с плоскостью УОZ.
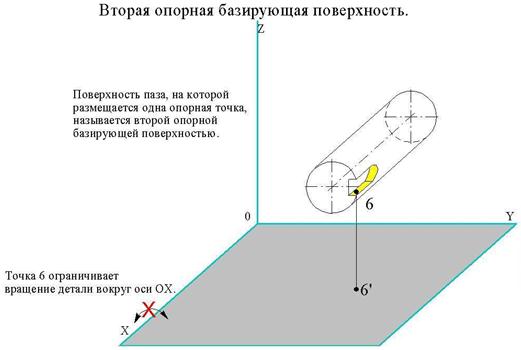
Для лишения тела шестой степени свободы – возможности вращения вокруг собственной оси должна быть предусмотрена 6 удерживающая связь в виде шестой опорной точки, которую располагаем на поверхности шпоночной канавки.
В реальных условиях базирования цилиндрических деталей часто бывает удобно использовать призмы, несущие на себе 4 опорные точки с соответствующими упорами и шпонками, дающими две дополнительные опорные точки.
3. Базирование диска.
Несколько иначе следует рассматривать базирующие поверхности при ориентировке цилиндрических деталей типа тонких дисков, длина которых меньше диаметра. Ясно, что в этом случае цилиндрическая поверхность уже не может выполнить функции двойной направляющей и нести на себе четыре опорные точки. С другой стороны, относительно большие размеры торцевой поверхности делают возможным размещение на ней 3 опорных точек, что вносит определенность в ориентировку детали в пространстве.
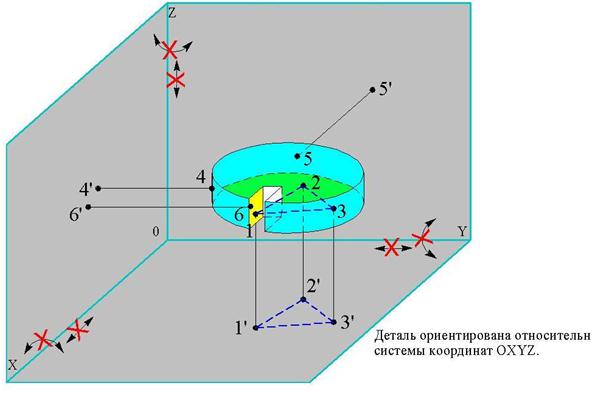
В соответствии с этим при ориентировке тонкого диска необходимо соединить его торцевую поверхность тремя жесткими удерживающими связями 1, 2, 3 с плоскостью ХОУ.

Для лишения тела возможности перемещения вдоль осей Х, У следует соединить его цилиндрическую поверхность жесткими связями 4, 5 с плоскостями ZОХ, ZOУ.

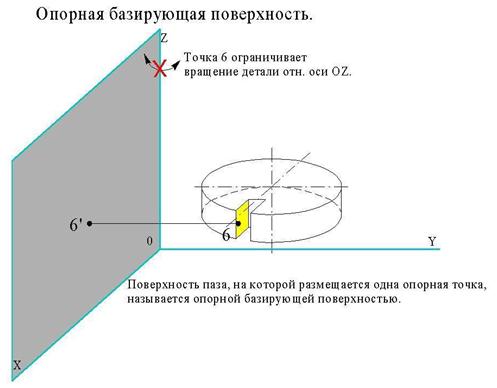
Шестая жесткая связь, лишающая тело вращения вокруг собственной оси, создается помещением опорной точки на поверхности шпоночной канавки.
4. Базирование конических деталей.
Специфические особенности имеет ориентировка в пространстве конических деталей.
При установке детали по длинной конической поверхности с относительно небольшой конусностью (отверстия в шпинделях станков, конусные хвостовики режущих инструментов) коническая поверхность лишает деталь пяти степеней свободы (перемещения вдоль всех 3-х осей координат и вращения вокруг двух осей системы координат), оставляя ей только одну степень свободы – возможность вращения вокруг собственной оси. Таким образом, коническая поверхность совмещает в себе функции двойной направляющей и опорной поверхностей цилиндрической детали и несет на себе 5 опорных точек. Для полной ориентировки необходимо на одной из поверхностей еще 6 опорную точку.
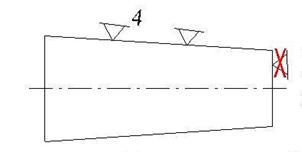
Поверхности такой детали будут называться: поверхность длинного конуса – опорно-направляющей базой, а поверхность, несущая 6 опорную точку опорной базой.
При базировании деталей по короткой конической поверхности с относительно большим углом конуса (как это имеет место при установке заготовки в центрах) условия базирования значительно меняются.
Коническая поверхность короткого центрового отверстия не в состоянии осуществлять функции направления оси детали, осуществляемые двойной направляющей базирующей поверхностью детали с длинным конусом. Ее возможности ограничиваются выполнением функции центрирования (аналогично центрирующей поверхности диска) и в некоторых случаях дополняются выполнением функции опорной базы. При этом роли выполняемые передним и задним центрами неодинаковы. Переднее центровое отверстие, соприкасающееся с неподвижным в осевом направлении центром передней бабки выполняет функции центрирования, а также определяет положение детали в осевом направлении. Таким образом, он лишает деталь 3х степеней свободы (перемещения вдоль трех осей координат) и несет на себе 3 опорные точки. В соответствии с этим это отверстие называется опорно-центрирующей базой.
Функция заднего центрового отверстия, соприкасающегося с подвижным в осевом направлении центром задней бабки, ограничена осуществлением центрирования. Эта поверхность несет на себе 2 опорные точки и лишает деталь 2 степеней свободы (вращения вокруг 2 осей координат) и называется центрирующей базой.
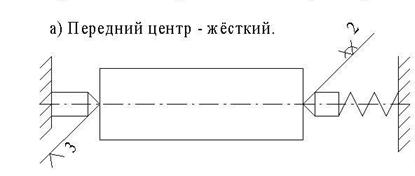
Следовательно, установка деталей в центрах лишает ее 5 степеней свободы, сохраняется только вращение вокруг собственной оси.
Date: 2015-05-04; view: 2398; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |