Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Трафаретний друк елементів
Принцип трафаретного друку заключається в продавлюванні пасти через відкриті ділянки трафаретної форми на підкладку. Ці ділянки відповідають рисунку топологічного шару мікросхеми.
Перенесення рисунку з трафаретної форми на підкладку можливе контактним (без технологічного зазору) і «безконтактним» способами (хоча тут спостерігається контакт вздовж лінії) (рис.2 а,б).
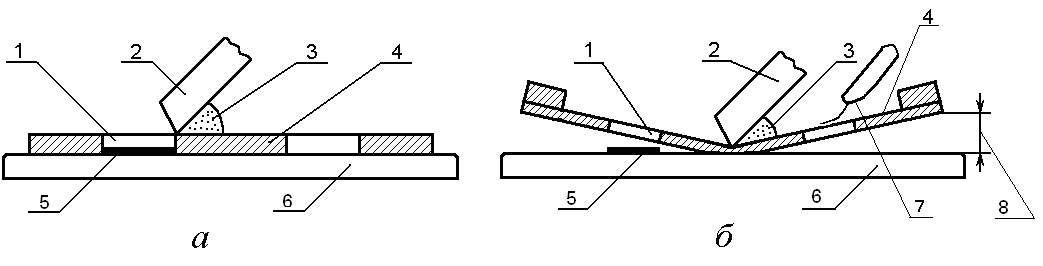
Рисунок 2 - Схема контактного (а) та «безконтактного» (б) друку
1 - друкарський елемент форми; 2 - робочий ракель; 3 - паста; 4 – пробільний елемент форми; 5 - відбиток на підкладці; 6 – підкладка; 7 – зрошувальний ракель; 8 – технологічний зазор.
При контактному способі трафаретна форма виготовляється з берилієвої бронзи товщиною 0,05мм з нікелевим покриттям товщиною 10 – 15мкм.
Відкриті ділянки трафаретної форми з берилієвої бронзи мають сітчасту структуру, яка формується разом з контурами елементів методом фотолітографії. При цьому використовується два фотошаблона, один має зображення рисунка схеми, другий являє собою растр відповідної лініатури.
При виготовленні форм для «безконтактного» друку друкарський елемент являє собою сітку (металеву, поліефірну) а пробільний – сітку з фоторезистом (рис.3).
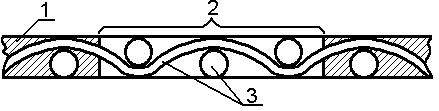
Рисунок 3- Друкарський елемент форми для «безконтактного» друку.
1- пробільний елемент; 2-друкарський елемент; 3 - нитки сітчастої тканини.
Трафаретні форми на основі берилієвої бронзи забезпечують відтворення ліній шириною біля 70мкм. Тиражестійкість їх складає біля 1000 циклів друку.
Трафаретні форми, виготовлені на основі ситової тканини, мають більш широке використання, завдяки простоті виготовлення форм. Виділяюча здатність друкованого зображення складає від 50 до 100 мкм (в залежності від типу світлочутливих матеріалів і технології виготовлення).
Важливою характеристикою форм на основі ситових тканин є щільність ситових тканин (або кількість ниток на лінійний см). Чим більш висока щільність сита, тим вища якість друку. Для відтворення провідників і резисторів часто використовують сито з неіржавіючої сталі марки 0040 (з комірками ~ 40мкм), яка має щільність ~ 120 ниток/см.
Робоча пластина ракеля виготовляється з еластичних матеріалів: поліефіруретанів, гуми. Кут нахилу робочої кромки ракеля до площини підкладки рекомендується вибирати в границях 50-70  . Швидкість робочого ходу ракеля може складати 100 – 120 мм/с.
. Швидкість робочого ходу ракеля може складати 100 – 120 мм/с.
Верстати для трафаретного друку можуть бути ручними, напівавтоматами та автоматами. Останні дозволяють друкувати з точністю до  0,0125мм при швидкості друку біля 1200 відбитків на год.
0,0125мм при швидкості друку біля 1200 відбитків на год.
Як приклад, приведемо послідовність процесів формування шарів в мікросхемі з однорівневою розводкою, що має резистори і конденсатори (температура спікання пасти для провідників ~ 800  , діелектриків ~700 , резистивної пасти ~ 650 ):
, діелектриків ~700 , резистивної пасти ~ 650 ):
1) друкування, сушка, спікання провідників і нижніх обкладинок конденсаторів;
2) друкування і сушка діелектрика (один або два шари);
3) друкування і сушка верхніх обкладинок конденсаторів;
4) спільне (сумісне) спікання діелектрика і верхніх обкладинок конденсатора;
5) друкування, сушка і спікання резисторів.
Для різних паст максимальна температура сушки лежить в границях від 120 до 400 , а час сушки від 20 до 80 хв. У відповідності з цим для сушки можна використовувати сушильні шафи (періодичної дії) або конвеєрні печі безперервної дії.
В залежності від складу пасти і призначення шару час спікання складає 1 – 2 години. Температурний цикл спікання можна умовно розділити на три етапи (по мірі підвищення температури):
1) розкладання та видалення нелетючих компонентів органічного зв'язуючого. На цьому етапі швидкість зростання температури (від 300º до 400 ) повинна бути невисокою (~ 20 /хв.) для поступового вигоряння органічних речовин;
2) розм’якшення, а потім розплавлення скляного зв'язуючого. На цьому етапі швидкість підвищення температури складає 50 – 60  /хв;
/хв;
3) початок хімічної взаємодії скла з поверхневим шаром кераміки, що забезпечує адгезію. Оксиди, які входять у скло утворюють хімічний зв'язок з оксидом алюмінію.  Фізична взаємодія полягає в заповненні склом мікротріщин на поверхні, включаючи мікропори.
Фізична взаємодія полягає в заповненні склом мікротріщин на поверхні, включаючи мікропори.
Для завершення формування спікання шар витримують при постійній температурі на протязі 10 – 20 хв., після чого поволі охолоджують щоб уникнути утворення тріщин через різницю температурних коефіцієнтів розширення шару і підкладки.
Температурний режим найпростіше можна реалізувати в печі конвеєрного типу безперервної дії, наприклад, печі СК – 10/16. 6 – 5. При тривалості циклу 60 хв. і розмірах підкладок 60×48 мм продуктивність печі складає 200 підкладок на годину.
Date: 2015-06-07; view: 574; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |