Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Індукційні нагрівальні устави
Залежно від технологічного призначення розрізняють установки
– наскрізного нагрівання (для гарячої деформації металу, глибинного гартування, відпуску та відпалу стальних деталей, паяння деталей тощо),
– поверхневого нагрівання стальних та чавунних виробів.
Основні переваги таких установок:
– велика швидкість нагрівання, що зумовлює високу продуктивність,
– можливість автоматизації і механізації процесу та автоматичного регулювання режиму,
– малий вигар металу та понижена кількість браку у зв’язку з відсутністю окалини,
– мала площа нагрівача,
– відсутність забруднення середовища,
– висока якість термообробки.
До недоліків можна віднести живлення таких установок від джерела підвищеної та середньої частоти для тонких заготовок (d <100 мм) та необхідність компенсації реактивної потужності.
Установки наскрізного нагрівання складаються з індуктора-нагрівника, що живиться від джерела промислової частоти або від джерела частотою 50–500 кГц. Джерелами струму підвищеної частоти є переважно лампові генератори.
Чим менший поперечний переріз деталей чи заготовок, тим потрібна більша частота струму. Частоту струму f (Гц) наближено розраховують за формулою:
 ,
,
де d – діаметр заготовки, см.
За характером роботи такі установки поділяють на періодичної і неперервної дії. В установках періодичної дії деталі в індукторі нерухомі протягом часу нагрівання, а у неперервної дії – переміщаються вздовж осі індуктора.
Більшість установок індукційного нагрівання виготовляються індивідуально для конкретного виробництва.
На рис. 5.12. наведено варіанти індукційних нагрівних установок для гартування деталей.
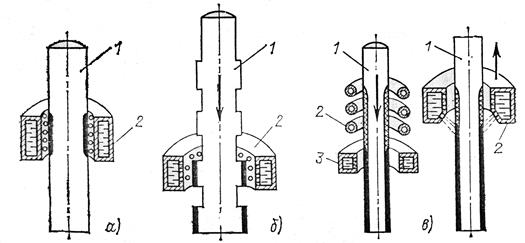
Рис. 5.12. Варіанти індукційних нагрівних установок для гартування деталей: а – одночасне нагрівання і гартування; б – почергове; в – неперервно-послідовне; 1 – деталь; 2 – індуктор; 3 – пристрій для подачі охолоджуваної води.
На рис. 5.12,а,б охолоджувальна вода подається через отвори у індукторі (в активному витку) після витримки часу для нагрівання, а на рис. 5.12,в – через спеціальний дуговий пристрій.
На рис. 5.13 наведені конструктивні особливості індукторів для гартування фігурних та плоских деталей.
Величину активної потужності, яку індуктор споживає з мережі розраховують за формулою:
 ,
,
де Ркор – корисна потужність, що витрачається на нагрівання садки; ηі , ηкб , ηл , ηдж – відповідно коефіцієнти корисної дії індуктора, конденсаторної батареї, лінії, джерела.
Електричний ККД індуктора при нагріванні сталі складає ηі = 0,7÷0,8, а кольорових металів – 0,5.
У табл. 5.6 та табл. 5.7 наведені технічні характеристики індукційних нагрівних установок різного призначення.

Рис. 5.13. Технологічна схема поверхневого нагрівання:
1 – індуктор; 2 – нагрівна деталь; 3 – нагрітий поверхневий шар.
Таблиця 5.6
Індукційні нагрівальні установки
| Типорозмір установки | Габарити садки, мм | Маса установки, кг | |
| Довжина | Діаметр | ||
| ИК1-250/2,4 | 70–250 | 25–60 | – |
| ИК3-500/1 | 100–600 | 70–150 | – |
| ИК4-500/2,4 | 70–600 | 30–80 | – |
| ИК1-750/1 | 100–600 | 70–150 | – |
| КИН11-250/2,4 | 70–400 | 20–45 | – |
| КИН12-250/10 | 70–400 | 20–45 | – |
| КИН14-500/1 | 100–600 | 70–150 | – |
| КИН15–500/2,4 | 70–600 | 30–80 | – |
| КИН16-500/10КП | 70–600 | 20–45 | – |
| КИН10-750/1 | 100–600 | 70–150 | – |
| КИН11-750/2,4 | 70–600 | 30–80 | – |
| ИНТ9-250/2,4 | 70–250 | 25–60 | |
| ИНТ1-500/2,4 | 70–400 | 25–80 | |
| ИНТ2-500/1 | 100–400 | 60–130 | |
| ИН3-500/10 | 2500–3000 | 17–30 | |
| ИН3-1250/4 | 4500–5000 | ||
| ИН1-3250/2,4 | 4000–6000 | 40–60 | |
| ИН5-750/10 | 2500–10000 | 20–32 | – |
| ИН2-250/10 | 2500–10000 | 12–18 | – |
| ИН4-750/2,4 | 2500–6000 | 35–80 | – |
| ИН3-1500/1 | 3500–6000 | 80–100 | – |
Примітка: 1. У позначенні типорозміру нагрівальної установки: буква і цифра – модифікація нагрівника стальних заготовок; у чисельнику – потужність, кВт; у знаменнику – частота струму, кГц. 2. Температура нагрівання 1200°С.
Таблиця 5.7
Індукційні печі для поверхневого гартування
| Типорозмір установки | Площа нагрівної поверхні, см2; мінімальний діаметр садки, мм; глибина загартованого шару, мм | Габаритні розміри, мм | Маса, кг | ||
| И34-100/8 | 200; | 19; | 1,5–5 | 1300×3300×2035 | |
| И33-200/2,4 | 400; | 35; | 2,5–10 | 1300×5000×2035 | |
| И33-100/2,4 | 200; | 35; | 2,5–10 | 1300×3300×2035 | |
| И34-200/8 | 400; | 19; | 1,5–5 | 1300×5000×2035 | |
| И36-100/2,4 | 210; | 35; | 2,5–10 | – | |
| И37-100/8 | 210; | 19; | 1,3–5 | – | |
| И36-200/2,4 | 420; | 35; | 2,5–10 | – | |
| И37-200/8 | 420; | 19; | 1,3–5 | – | |
| И32-250/10 | – | – | 1,1–4,5 | – | – |
| И31-250/4 | – | – | 1,8–7,5 | – | – |
| И31-160/4 | – | – | 2,5–7,5 | – | – |
| И31-500/1 | – | – | 3,6–16 | – | – |
| И32-500/4 | – | – | 1,8–7,5 | – | – |
Примітка: У позначенні типорозміру: И31-ИЗ7 – гартувальна установка; у чисельнику – потужність, кВт; у знаменнику – частота, кГц.
Величину корисної потужності розраховують так
 ,
,
де С – середня питома теплоємність в інтервалі температур tк ÷ tо , Дж/(кг·К); tк , tо – кінцева і початкова температури деталі, К; g – маса заготовки, кг; п – кількість заготовок, що одночасно перебуває в індукторі; τ – час нагрівання, с.
Природний коефіцієнт потужності індукційних нагрівних установок дуже низький – cos φ п = (0,1÷0,4), тому завжди передбачається компенсація реактивної потужності.
Потужність конденсаторних батарей розраховують за формулою
Qкб = Р· (tg φ п – tg φ к),
де Р – потужність установки; tg φ п , tg φ к – тангенс кута зсуву фаз струму і напруги, φ п – природного та φ к – скомпенсованої установки.
Date: 2015-06-06; view: 744; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |